Polyester
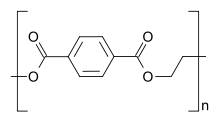
Un polyester est un polymère dont les motifs de répétition de la chaîne principale contiennent la fonction ester.
Synthèse
La méthode de synthèse la plus simple et la plus courante est appelée polycondensation par estérification. Il s'agit de la réaction d'un diacide carboxylique ou de l'un de ses dérivés comme le dianhydride d'acide avec un diol, donnant l'ester et un autre composé (eau, acide carboxylique, etc.).
Il est aussi possible de synthétiser un polyester à partir :
- d'acides hydroxylés comme les acides α-hydroxylés, la polymérisation est aussi une polycondensation ;
- de di-esters et de diols, on parle alors de polycondensation par transestérification ;
- de lactones, la polymérisation a lieu alors par ouverture de cycle ;
- de di-esters cycliques (glycolide, lactide, etc.), la polymérisation a lieu aussi par ouverture de cycle.
Classification
Selon la structure de la chaîne squelettique, on peut établir le tableau ci-dessous :
| Familles | Exemples | Types de polymérisation |
|---|---|---|
| Homopolyester aliphatique | Polyglycolide ou Poly(acide glycolique) (PGA) | Polymérisation par ouverture de cycle du glycolide ou polycondensation de l'acide glycolique |
| Poly(acide lactique) (PLA) | Polymérisation par ouverture de cycle du lactide | |
| Polycaprolactone (PCL) | Polymérisation par ouverture de cycle de caprolactone | |
| Polyhydroxyalcanoate (PHA) | Polymérisation bactérienne ou par ouverture de cycle | |
| Poly-β-hydroxybutyrate (PHB) | ||
| Copolyester aliphatique | Polyéthylène adipate (PEA) | |
| Polybutylène succinate (PBS) | Polycondensation de l'acide succinique avec le butane-1,4-diol | |
| Copolyester semi-aromatique | Polytéréphtalate d'éthylène (PET) | Polycondensation de l'acide téréphtalique avec l'éthylène glycol |
| Polytéréphtalate de butylène (PBT) | Polycondensation de l'acide téréphtalique avec le butane-2,3-diol | |
| Polytéréphtalate de triméthylène (PTT) | Polycondensation de l'acide téréphtalique avec le propane-1,3-diol | |
| Polyéthylène naphtalate (PEN) | Polycondensation de l'acide diméthyl-2,6-naphtalènedicarboxylique[1] avec l'éthylène glycol | |
| Homo- et copolyester aromatiques | Polyarylate |
En allant des polyesters aliphatiques vers les polyesters aromatiques, la température de transition vitreuse (Tv), la température de fusion (Tf), la stabilité thermique, la stabilité chimique, etc., s'améliorent.
Les polyesters peuvent être des oligomères téléchéliques comme le polycaprolactone diol (PCL) et le polyéthylène adipate diol (PEA). Ils sont alors utilisés comme pré-polymères.
Les polyesters peuvent être des matières thermoplastiques ou thermodurcissables, on parle dans ce dernier cas de polyester insaturé (désigné par le sigle UP).
Le polytéréphtalate d'éthylène (PET) est un polymère de grande consommation. Il est formé par transestérification catalysée ou par estérification.
La fibre textile PET est de plus en plus utilisée dans la fabrication de vêtements. Le PET est aussi utilisé pour fabriquer des bouteilles transparentes pour boissons.
Historique
Le polytéréphtalate d'éthylène fut breveté en 1941 par deux chimistes britanniques de Manchester, John Rex Whinfield et James Tennant Dickson. Ces chimistes participèrent aussi à l'invention du Térylène en 1941, marque de fibre textile du groupe ICI, dont les brevets furent rachetés en 1945 par le groupe américain Du Pont de Nemours. Ce dernier créa ensuite le Dacron (1950) et le Mylar (1952).
En France, la fibre polyester est apparue en 1954 sous la marque Tergal (équivalent du Dacron de DuPont), créée par la firme Rhodiacéta. Pour la petite histoire, le terme « Tergal » est formé de « Ter » (pour « polyester ») et « gal » (pour « gallicus »), c'est en somme le « polyester gaulois » (Rhodiaceta fut une firme de Rhône-Poulenc).
Il existe d'autres noms commerciaux pour les fibres textiles : Trevira (de) Diolen (Allemagne), Terlenka (Pays-Bas), Terital (Italie), Dacron (États-Unis), Térylène (Grande-Bretagne) et Lavsan (Russie).
Au début des années 1950, sont apparues les résines polyester liquides utilisées dans la fabrication de pièces composites (polyesters thermodurcissables). La première grande application industrielle a été la réalisation de pièces de carrosserie des voitures de modèle Corvette.
Usage
Fibres, films, bandes
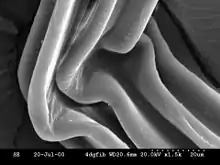
Le polyester sert surtout à fabriquer des fibres textiles synthétiques, dont les plus connues sont le Tergal et le Dacron. C'est la fibre synthétique la plus produite dans le monde. Elle représente environ 70 % des fibres synthétiques utilisées dans le vêtement (vêtements de sport, maillots de bain, tenues)[2].
Outre son utilisation très répandue dans l'habillement, souvent en mélange avec d'autres fibres, notamment le coton et la laine, ces applications se sont diversifiées dans l'industrie, notamment sous forme de films en agriculture et dans les travaux publics (géotextiles). Il est utilisé dans les emballages pour la conservation de la viande.
En se substituant pour la fabrication des bandes aux supports fragiles classiques tels que l'acétate, le polyester permit dans les années 1970 une généralisation de l'enregistrement magnétique chez les particuliers.
Polyester insaturé
Le polyester insaturé (en anglais : unsaturated polyester resin - UPR) est la résine la plus répandue dans la fabrication de matériaux composites. Il s'agit d'une résine thermodurcissable liquide, à laquelle on ajoute des charges. Il s'agit en général de composites à faible coût (coût matière d'environ 2 €/kg, pour le renfort en fibre de verre plus la résine polyester).
Applications
Les polyesters insaturés se situent au deuxième rang des résines thermodurcissables les plus utilisés[3]. La consommation mondiale annuelle de résines polyester insaturées (UP) est d’environ 4 500 kilotonnes, soit 20 % des résines thermodurcissables, derrière les polyuréthanes (50 %). Les résines UP sont utilisées dans une très large gamme d’applications :
- sous forme de revêtements (20 %) pour la protection UV ou chimique ;
- sous forme de composites renforcés par des fibres (80 %).
Ces résines UP sont utilisées dans 65 % des composites confondus, soit 87 % des composites à base de thermodurcissable (données en part de marché)[3]. Deux marchés sont majoritaires, à savoir le transport et le bâtiment à hauteur d’un tiers et d’un quart de la consommation totale. Par exemple, dans le domaine du transport ferroviaire, les composites à base de résines UP constituent les cadres de fenêtre des trains, les étagères à bagage, les cadres des sièges ou encore dans le nez du train. Il est donc nécessaire d’ajuster au mieux les propriétés physico-chimiques des composites, afin de répondre au cahier des charges de chaque application.
Types de résines polyesters insaturés
Il existe différentes catégories de polyesters insaturés en fonction de leur structure. Chaque catégorie possède des propriétés physico-chimiques et mécaniques différentes. Les principales catégories de résines sont :
- résines orthophtaliques ;
- résines isophtaliques ;
- résines DCPD ;
- résines bisphénol A-fumarate ;
- résines halogénées.
Les résines orthophtaliques sont les résines de grande commodité, peu chères et sont synthétisées à partir d'anhydrides orthophtaliques et maléiques. Cependant, ces résines ont des résistances thermiques et chimiques limitées. En 2017, le marché des résines orthophtaliques a enregistré un total de 2,8 milliards de dollars de chiffre d'affaires. D'ici 2024, une croissance de 7,2 % du chiffre d’affaires est attendue grâce au secteur des composites renforcés avec des fibres[4].
Le marché des résines isophtaliques prévoit une croissance de 6 % du chiffre d’affaires et prévoit de dépasser les deux millions de tonnes vendues d’ici 2024[4]. Les résines isophtaliques sont synthétisées à partir d’acide isophtalique[5]. Ces derniers, sont plus chères et plus visqueuses que les résines orthophtaliques, elles possèdent une meilleure résistance chimique et à l'hydrolyse. Ces résines sont majoritairement utilisées dans le domaine nautique, du pétrole et gaz, du transport, de la construction et de l’industrie.
Les résines DCPD sont des résines polyesters modifiées par incorporation de dicyclopentadiène. Ces résines possèdent des propriétés de séchage améliorées lorsque la résine est en contact avec l’air, de hautes températures de fléchissement sous charge (HDT), des viscosités faibles ainsi que de meilleures résistances chimiques[6]. Elles sont synthétisées à partir du dicyclopentadiène, l’anhydride maléique et de glycols. Une première réaction est réalisée en présence d’eau afin de générer de l’acide maléique à partir de son anhydride afin de former par la suite le maléate de dicyclopentadiène. Ce maléate est ensuite estérifié avec les glycols afin de former le prépolymère polyester insaturé[5].

Les résines bisphénol A-fumarate sont synthétisées à partir de bisphénol A éthoxylé ou propoxylé et d’acide fumarique. La structure aromatique apportée par le bisphénol A améliore les résistances thermique et chimique de la résine ainsi que sa température de fléchissement sous charge. Plus chères, ces résines ont toutefois une meilleure résistance à l’hydrolyse par rapport aux autres résines polyesters insaturées.
Une résistance à la flamme peut être apportée aux résines polyesters insaturées avec l’introduction de monomères halogénés et plus particulièrement chlorés ou bromés[7]. Les acides saturés d’une résine sont ainsi remplacés partiellement avec de l’anhydride tétrabromophtalique, de l’anhydride tétrachlorophtalique ou de l’anhydride chlorendique. Du brome peut être également incorporé avec l’utilisation de dibromonéopentyl glycol[8]. Le désavantage de ces formulations est la production de produits et de fumées toxiques lorsqu’elles sont exposées à la flamme.
Monomères utilisés
Le prépolymère polyester insaturé est synthétisé par réaction entre des polyols avec des diacides ou des anhydrides insaturés ou saturés. En fonction des monomères employés lors de la synthèse du polyester, les propriétés physico-chimiques du polyester varient. Le nombre de glycols et diacides/anhydrides existants étant relativement important, il est nécessaire de connaître les propriétés apportées par chacun de ces monomères afin de proposer un polyester adapté au cahier des charges imposé. Dans la partie suivante, les monomères les plus utilisés sont décrits d’un point de vue structure, rôle et des propriétés apportées sur le polyester synthétisé.
Polyols
Il existe à ce jour de nombreux polyols disponibles industriellement[6]. Le propylène glycol est le diol majoritairement utilisé pour la synthèse des polyesters insaturés. D’un coût très faible, il possède un branchement méthyle asymétrique permettant une bonne solubilité dans le styrène[9]. Son groupe méthyle permet également une bonne résistance à l’hydrolyse en protégeant le groupe ester adjacent. L’éthylène glycol est linéaire et ne possède pas de branchement. Malgré un coût plus faible que le propylène glycol, les polyesters à base d’éthylène glycol n’ont pas une bonne solubilité dans le styrène, ce qui limite leur utilisation[9]. Il est de plus toxique[10]. Grâce à son pont éther, le diéthylène glycol est un monomère à bas coût permettant la flexibilisation du polyester réticulé[6]. Cependant, sa linéarité limite également sa solubilité dans le styrène. Le dipropylène glycol flexibilise également le polyester réticulé tout en gardant une bonne solubilité dans le styrène. L’introduction de bisphénol A hydrogéné apporte une meilleure résistance à la corrosion ainsi qu’une haute HDT. Le cyclohexanediméthanol (CHDM) apporte également une excellente résistance à la corrosion, une haute dureté. Il possède également une bonne résistance thermique et des propriétés électriques. Cependant, la structure du CHDM est linéaire, sa solubilité dans le styrène est faible[11]. Les polyesters à base de néopentyl glycol possèdent une très bonne résistance chimique ainsi qu’à l’hydrolyse[8]. Les deux groupes méthyle du néopentyl glycol protègent les groupes ester adjacents. Des polyols multifonctionnels existent également. Ils permettent la ramification des chaînes polyester et augmentent le nombre moyen de fonctions alcool ou acide terminales par chaîne. Cependant, un risque de réticulation du polyester au cours de la synthèse existe. Les principaux polyols multifonctionnels sont le triméthylolpropane, le glycérol et le pentaérythritol.
Anhydrides et acides
Les diacides ou anhydrides peuvent être saturés ou non. Un mélange d’acides saturés et insaturés est souvent utilisé afin de pouvoir contrôler la densité de réticulation. En effet, les diacides saturés permettent d’augmenter la distance entre les nœuds de réticulation. Une résine composée uniquement d’acides insaturés sera généralement trop cassante, dû à une réticulation trop importante. En revanche, une résine avec trop peu d’acides insaturés sera moins réactive et plus flexible[12].
L’anhydride maléique est le monomère le plus utilisé pour apporter des insaturations. D’un faible coût, celui-ci s’isomérise au cours de la réaction en motifs fumarate plus réactifs vis-à-vis du styrène[13]. L’acide fumarique peut également être utilisé en tant qu’alternative de l’anhydride maléique. Il est notamment utilisé lorsque les conditions pour obtenir une bonne isomérisation de l’anhydride maléique ne sont pas réunies. Il possède toutefois une réactivité plus faible que l’anhydride maléique d’un point de vue estérification. L’acide itaconique est un diacide biosourcé possédant une insaturation plus réactive[14].
L’anhydride orthophtalique est le moins cher et le plus commun des acides aromatiques[15]. Sa forme d’anhydride lui donne une bonne réactivité par rapport à ses isomères acides. Les résines synthétisées à partir d'acide isophtalique possèdent de meilleures performances mécaniques ainsi qu’une meilleure résistance à l’hydrolyse par rapport aux résines orthophtaliques. Cependant, les résines isophtaliques sont généralement plus longues à synthétiser ainsi que plus visqueuses. L'acide téréphtalique est utilisé lorsqu’il est nécessaire d’avoir une HDT élevée[15]. Cependant, sous sa forme acide, ce monomère est faiblement réactif. Il est nécessaire d’utiliser un catalyseur afin de faciliter la réaction. Le motif téréphtalate existe également sous une forme di-estérifiée, le téré (DMT). Par transestérification, il est possible d’incorporer ses motifs dans des chaînes polyester. Des acides aliphatiques saturés comme l'acide adipique ou l'acide succinique peuvent être utilisés afin de flexibiliser la résine réticulée.
Synthèse
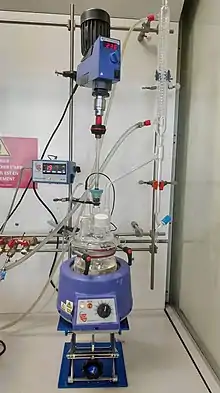
La première étape de la synthèse des prépolymères polyesters est l’ouverture des anhydrides par les diols. Cette réaction étant fortement exothermique, il est nécessaire de mener cette réaction à environ 90 °C afin d’éviter l’emballement de la réaction[5]. La réaction d’ouverture de ces anhydrides donne des espèces mono-estérifiées.

La seconde étape consiste à estérifier ces espèces mono-estérifiées par polycondensation. Cette réaction a lieu de 160 à 220 °C. La température est montée par palier afin d’éviter l’évaporation d’espèces de faibles masses molaires en début de réaction (glycols ou monoester)[5].

La réaction d’estérification étant réversible, il est nécessaire de soutirer l’eau formée pour favoriser la création des esters[5]. Ainsi, deux procédés sont possibles. Le premier est de chauffer le réacteur à des températures élevées. En fin de réaction, il est possible de mettre le réacteur sous vide pour retirer l’eau de la réaction plus rapidement. L’autre procédé utilise l’azéotrope formé par le couple xylène-eau[5]. Entre 5 % et 10 % de xylène en poids par rapport à la masse totale de résine sont ajoutés au début de la réaction. Le xylène sous reflux va entraîner l’eau puis ces deux liquides vont déphaser lors du refroidissement dans le Dean-Stark. La température d’ébullition du couple xylène-eau plus basse que celle de l'eau pure permet d'accélérer la réaction de polycondensation. L’utilisation du xylène permet d’accélérer la réaction d’estérification[16]. En fin de réaction, le xylène est tiré sous vide. Il peut subsister des traces de solvant dans le polymère. Cependant, l’utilisation du xylène est soumise à de plus en plus de restriction due à des problèmes de toxicité[17]. Des alternatives au xylène existent mais restent limitées, dû au prix des solvants de substitution.
L’avancement de la réaction de polycondensation est suivi par la mesure de l’indice d'acide[5]. Cet indice est directement relié à la conversion des groupes acide en esters. Pour mesurer l’indice d’acide, une solution de potasse est utilisée pour neutraliser les acides résiduels. Le volume équivalent de potasse nécessaire est suivi par colorimétrie. Les valeurs d’indice d’acide sont données en mg de KOH/g de résine.
Il est également nécessaire d’inerter avec de l'azote au maximum le réacteur de polycondensation. La réaction de polycondensation s’effectuant à haute température, les doubles liaisons ou les motifs aromatiques peuvent être oxydés par l’oxygène[5]. Cela peut causer le jaunissement de la résine au cours de la réaction, voire la polymérisation des doubles liaisons.
Afin d’accélérer la réaction de polycondensation, différents types de catalyseurs peuvent être utilisés. Ils peuvent être de type organique ou métallique. Les acides les plus communément utilisés sont l’acide paratoluènesulfonique, le titanate de tétrabutyle ou l’acétate de zinc[18]. Des sels d’étain comme le monobutyloxyde d'étain peuvent également être utilisés[18] - [19] car ils permettent une meilleure stabilité de la résine dans le temps. Cependant, ce type de catalyseur présente un degré de toxicité assez élevé. Plus récemment, des catalyseurs enzymatiques supportés permettent la polycondensation à faible température[20] - [21].
Des inhibiteurs de polymérisation radicalaires sont ajoutés soit au début ou en fin de synthèse afin de stabiliser la résine dans le temps. L’hydroquinone est majoritairement utilisée[22]. Afin d’activer l’inhibiteur, il est nécessaire d’incorporer en fin de réaction de l’oxygène. Un équilibre se forme ainsi entre la quinone et la quinhydrone.
En fin de synthèse, le prépolymère insaturé est refroidi vers 90-120 °C afin d’être en dessous de la température d’ébullition du diluant réactif utilisé. La température la plus basse possible est préférable pour éviter tout départ de polymérisation radicalaire du diluant réactif.
Diluants réactifs
Le prépolymère insaturé ne peut être manipulé tel quel pour être réticulé. Les liaisons fumarate, de par leur structure, ne peuvent pas facilement homopolymériser[23]. La copolymérisation avec un autre type d’insaturation est nécessaire afin de gagner aussi en cinétique de polymérisation qu’en masse atteignable[24]. De plus, la viscosité à température ambiante du prépolymère est trop importante pour être manipulée facilement[6]. Il existe une large gamme de diluants réactifs commerciaux utilisés dans les résines polyesters insaturées. Le diluant réactif utilisé majoritairement est le styrène avec des teneurs massiques entre 30 et 45 %. Ce diluant permet une bonne copolymérisation avec les liaisons fumarate du polyester[24]. Sa faible viscosité et sa faible polarité dilue efficacement le prépolymère insaturé. Son faible coût est également une raison de son utilisation massive. Cependant, le styrène possède une pression de vapeur saturante élevée ainsi qu’une forte odeur. Enfin, le styrène a été classé comme potentiellement reprotoxique en 2015[25]. Des alternatives au styrène existent comme le vinyl toluène, les monomères acrylate ou méthacrylate[8]. Cependant ces monomères restent encore minoritairement utilisés étant donné leur coût et leur odeur caractéristique.
Le diluant réactif peut être mélangé au prépolymère selon deux méthodes : le prépolymère est incorporé dans le solvant chaud ou, à l’inverse, le diluant réactif est ajouté au prépolymère. La deuxième méthode est préférentiellement utilisée à l’échelle du laboratoire tandis que la première est utilisée en industrie[26].
Mécanisme de réticulation
Le processus de réticulation des résines UP peut être divisé en quatre étapes, à savoir l’inhibition, la microgélation, la transition et la macrogélation[27] - [28]. L’étape d’inhibition correspond à la consommation de l’inhibiteur par les radicaux libres initialement formés, puis la polymérisation démarre dès lors que tout l’inhibiteur est consommé. Avant la réaction de réticulation, le mélange prépolymère et styrène peut être schématisé par des pelotes de chaînes polyesters dans le styrène. Quand la réaction radicalaire démarre, l’amorceur de polymérisation se décompose et forme des radicaux libres. Des chaînes polymères sont ainsi formées par la connexion des monomères styrènes avec le polyester. À la surface des pelotes, des réactions intermoléculaires de réticulation ont lieu, ce qui augmente la taille de la pelote. À l’intérieur de la pelote, des réactions intramoléculaires lient les chaînes polyesters et forment des microgels[29]. Au fur et à mesure de la polymérisation, la concentration en microgels augmente. Il y a enfin formation de liaisons intermoléculaires entre les microgels en croissance, ce qui résulte à la macrogélation de la résine. Le temps au bout duquel les macrogels apparaissent est appelé « temps de gel ».
Amorceurs et accélérateurs
L’amorceur permet la libération de radicaux en température, donnant lieu à l’amorçage de la polymérisation radicalaire. Chaque type d’amorceurs possède une température de décomposition en fonction de sa structure chimique (généralement supérieure à 70 °C)[6]. En fonction de l’application visée, des temps de gel ou des exothermes souhaités, des mélanges de peroxydes peuvent être utilisés[30]. Les amorceurs les plus couramment utilisés sont le peroxyde de méthyléthylcétone, le peroxyde de benzoyle, le peroxyde de tert-butylbenzoate (en) et l'hydroperoxyde de cumène[5]. La quantité d’amorceur impacte considérablement la réticulation et les propriétés mécaniques finales du matériau. En trop faible concentration, il ne permet pas d’atteindre une conversion suffisante, alors qu’en quantité trop élevée, la concentration en radicaux sera trop élevée, entraînant des réactions de terminaison plus nombreuses. Une augmentation de la quantité d’amorceur entraîne généralement une augmentation du pic exothermique ainsi qu’une diminution du temps de gel[31] - [32].
L’accélérateur de polymérisation permet la décomposition de l’amorceur à une température plus faible que celle de sa température de décomposition voire à température ambiante[6]. Les accélérateurs les plus utilisés sont des sels métalliques pour les hydroperoxydes. Classiquement, des sels comme le naphténate, l’octoate ou le néodéconate de cobalt sont utilisés. Cependant, ces sels sont classés CMR par l’AEPC[33]. Les réactions mises en jeu pour l’amorçage des peroxydes par les sels de cobalt sont des réactions d'oxydoréduction. Ces sels catalysent la décomposition des hydroperoxydes par oxydation ou réduction du métal[5]. Des accélérateurs à base de complexes de cuivre, moins toxiques, peuvent également être utilisés. D’autres accélérateurs à base de manganèse, fer ou encore calcium peuvent être utilisés suivant les applications[33]. Ces sels métalliques ne permettent pas la décomposition du peroxyde de benzoyle (PBO) à température ambiante[6]. À cette fin, des amines aromatiques tertiaires sont généralement utilisées comme la N,N-diéthylaniline (DEA), la N,N-diméthylaniline (DMeA) ou la N,N-diméthyl-p-toluidine[34] (DMepT)[26]. En fonction de l’amine aromatique tertiaire utilisée, les temps de gel varient[35]. Une quantité trop faible d’accélérateur ne permettra pas d’établir une bonne réticulation du matériau, dû à une trop faible exothermie libérée. Le temps de gel de la résine sera également allongé. En revanche, une trop grande quantité d’accélérateur va entraîner à la fois un temps de gel trop court ainsi qu’un pic exotherme très élevé[32]. Cela peut être à l’origine d’une surchauffe du matériau et provoquer l’apparition de bulles ou de fissures lors de la réticulation. Au-delà d’une certaine quantité d’accélérateur, celui-ci perd de son efficacité[36]. Ce phénomène s’explique par la désactivation des radicaux styryles, jouant le rôle de retardateur, impliquant une diminution de l’exotherme et de la vitesse de réaction.
Inhibiteurs et retardateurs
Des inhibiteurs de polymérisation radicalaires sont ajoutés en début ou en fin de synthèse afin d’éviter la gélification de la résine lors de l’ajout du diluant réactif. De plus, ces inhibiteurs permettent la stabilité sur plusieurs semaines de la résine et lui garantissent une date limite d’utilisation satisfaisante pour l’utilisateur. Des retardateurs de polymérisation vont quant à eux ralentir la polymérisation lorsque celle-ci est initiée par des peroxydes, et donc augmenter le temps de gel[37]. Cependant, l’ajout de ces retardateurs va également diminuer l’exotherme de réaction, ce qui est préjudiciable pour une bonne conversion des insaturations et en conséquence, une bonne réticulation. Le matériau n’aura pas les propriétés finales souhaitées[38]. Un ajout plus important d’amorceurs est alors nécessaire pour compenser cette perte d’exotherme. Afin d’obtenir une stabilité et un temps de gel satisfaisant pour l’application, il est souvent nécessaire de faire une combinaison d’inhibiteurs et de retardateurs[6] - [38]. L’ajout d’inhibiteurs peut être à l’origine d’une coloration de la résine.
Notes et références
- Diméthyl-2,6-naphtalènedicarboxylate : 2,6-NDC, no CAS .
- M.-N. Boutin-Arnaud et S. Tasmadjian, Le Vêtement, Paris, Nathan, coll. « Repères pratiques / 59 », , 159 p. [détail des éditions] (ISBN 978-2-09-182472-7 et 2-091-82472-0, OCLC 40989441, BNF 37009045)
- « Thermosets and Composites - 2nd Edition », sur www.elsevier.com (consulté le )
- (en) « Unsaturated Polyester Resin Market Size UPR Industry Report 2024 », sur Graphical Research (consulté le )
- Mona Malik, Veena Choudhary et I. K. Varma, « Current Status of Unsaturated Polyester Resins », Journal of Macromolecular Science, Part C: Polymer Reviews, vol. 40, nos 2-3, , p. 139–165 (ISSN 1532-1797 et 1520-5746, DOI 10.1081/mc-100100582, lire en ligne, consulté le )
- (en) Reactive Polymers : Fundamentals and Applications, Amsterdam, Elsevier, (ISBN 978-0-12-814509-8, DOI 10.1016/c2017-0-01641-5, lire en ligne)
- Güngör Gündüz et Şlükrü Öztürk, « Flame Retardance and Mechanical Properties of 1,3 Propylene Glycol Based Unsaturated Polyester », Polymer-Plastics Technology and Engineering, vol. 33, no 3, , p. 245–252 (ISSN 0360-2559, DOI 10.1080/03602559408013091, lire en ligne, consulté le )
- (en) Handbook of Thermoset Plastics, Amsterdam, Elsevier, (ISBN 978-1-4557-3107-7, DOI 10.1016/c2011-0-09694-1, lire en ligne)
- (en) Earl G. Melby et Jose M. Castro, « Glass-reinforced Thermosetting Polyester Molding: Materials and Processing », dans Comprehensive Polymer Science and Supplements, Elsevier, (ISBN 9780080967011, DOI 10.1016/b978-0-08-096701-1.00206-8, lire en ligne), p. 51–109
- (en) « Ethane-1,2-diol - Brief Profile - ECHA », sur echa.europa.eu (consulté le )
- (en) S. Richard Turner, Robert W. Seymour et Thomas W. Smith, « Cyclohexanedimethanol Polyesters », dans Encyclopedia of Polymer Science and Technology, American Cancer Society, (ISBN 9780471440260, DOI 10.1002/0471440264.pst257, lire en ligne)
- (en) Earl E. Parker et E. W. Moffett, « Physical Properties of Polyester Resin », Industrial & Engineering Chemistry, vol. 46, no 8, , p. 1615–1618 (ISSN 0019-7866 et 1541-5724, DOI 10.1021/ie50536a031, lire en ligne, consulté le )
- S. S. Feuer, T. E. Bockstahler, C. A. Brown et I. Rosenthal, « Maleic-Fumaric Isomerization in Unsaturated Polyesters », Industrial & Engineering Chemistry, vol. 46, no 8, , p. 1643–1645 (ISSN 0019-7866, DOI 10.1021/ie50536a038, lire en ligne, consulté le )
- (en) Stefan Friebel et Tobias Robert, « Itaconic acid – a versatile building block for renewable polyesters with enhanced functionality », Green Chemistry, vol. 18, no 10, , p. 2922–2934 (DOI 10.1039/C6GC00605A, lire en ligne, consulté le )
- Mallick, P. K., Fiber-reinforced composites : materials, manufacturing, and design, CRC/Taylor & Francis, , 638 p. (ISBN 978-1-4200-0598-1 et 1420005987, OCLC 525149612, lire en ligne)
- (en) S. Aslan, B. Immirzi, P. Laurienzo et M. Malinconico, « Unsaturated polyester resins from glycolysed waste polyethyleneterephthalate: synthesis and comparison of properties and performance with virgin resin », Journal of Materials Science, vol. 32, no 9, , p. 2329–2336 (ISSN 1573-4803, DOI 10.1023/A:1018584519173, lire en ligne, consulté le )
- Sharada T Rajan, « Health Hazards of Xylene: A Literature Review », Journal of Clinical and Diagnostic Research, (PMID 24701554, PMCID PMC3972585, DOI 10.7860/JCDR/2014/7544.4079, lire en ligne, consulté le )
- Johannis Ch. Simitzis, Loukas Th. Zoumpoulakis, Spiridon K. Soulis et Leonidas N. Mendrinos, « Influence of Residual Polyesterification Catalysts on the Curing of Polyesters », Microchimica Acta, vol. 136, nos 3-4, , p. 171–174 (ISSN 0026-3672 et 1436-5073, DOI 10.1007/s006040170049, lire en ligne, consulté le )
- Tin salts catalysts for polyesterification process, (lire en ligne)
- (en) Shiro Kobayashi et Akira Makino, « Enzymatic Polymer Synthesis: An Opportunity for Green Polymer Chemistry », Chemical Reviews, vol. 109, no 11, , p. 5288–5353 (ISSN 0009-2665 et 1520-6890, DOI 10.1021/cr900165z, lire en ligne, consulté le )
- (en) Yi Jiang, Albert Woortman, Gert van Ekenstein et Katja Loos, « Enzyme-Catalyzed Synthesis of Unsaturated Aliphatic Polyesters Based on Green Monomers from Renewable Resources », Biomolecules, vol. 3, no 4, , p. 461–480 (ISSN 2218-273X, PMID 24970176, PMCID PMC4030961, DOI 10.3390/biom3030461, lire en ligne, consulté le )
- (en) E. E. Parker, « Inhibitors for Unsaturated Polyester Resins », Industrial & Engineering Chemistry Product Research and Development, vol. 2, no 2, , p. 102–105 (ISSN 0196-4321, DOI 10.1021/i360006a003, lire en ligne, consulté le )
- Takayuki Otsu, Akikazu Matsumoto, Kohei Shiraishi et Naoyuki Amaya, « Effect of the substituents on radical copolymerization of dialkyl fumarates with some vinyl monomers », Journal of Polymer Science Part A: Polymer Chemistry, vol. 30, no 8, , p. 1559–1565 (DOI 10.1002/pola.1992.080300807, lire en ligne, consulté le )
- Kazuyuki Horie, Itaru Mita et Hirotaro Kambe, « Calorimetric investigation of polymerization reactions. II. Copolymerization of diethyl fumarate with styrene », Journal of Polymer Science Part A-1: Polymer Chemistry, vol. 7, no 9, , p. 2561–2573 (DOI 10.1002/pol.1969.150070909, lire en ligne, consulté le )
- « Styrene - Substance Information - ECHA », sur echa.europa.eu (consulté le )
- (en) Oscar C. Zaske et Sidney H. Goodman, « Unsaturated Polyester and Vinyl Ester Resins », dans Handbook of Thermoset Plastics, Elsevier, (ISBN 9780815514213, DOI 10.1016/b978-081551421-3.50007-2, lire en ligne), p. 97–168
- (de) Gérard Hild et Rouzi Okasha, « Kinetic investigation of the free radical crosslinking copolymerization in the pre-gel state, 1. Styrene/m- and p-divinylbenzene systems », Die Makromolekulare Chemie, vol. 186, no 1, , p. 93–110 (ISSN 0025-116X, DOI 10.1002/macp.1985.021860110, lire en ligne, consulté le )
- (de) Gérard Hild et Rouzi Okasha, « Kinetic investigations of the free radical crosslinking copolymerization in the pre-gel state, 2. Styrene/ethylene dimethacrylate and styrene/diisopropenylbenzene systems », Die Makromolekulare Chemie, vol. 186, no 2, , p. 389–406 (ISSN 0025-116X, DOI 10.1002/macp.1985.021860218, lire en ligne, consulté le )
- (en) J. S. Chen et T. L. Yu, « Microgelation of unsaturated polyester resins by static and dynamic light scattering », Journal of Applied Polymer Science, vol. 69, no 5, , p. 871–878 (ISSN 1097-4628, DOI 10.1002/(SICI)1097-4628(19980801)69:53.0.CO;2-J, lire en ligne, consulté le )
- (en) M. Vafaian, H. Nasiri et M.H. Beheshti, « Gel time and exotherm behaviour studies of an unsaturated polyester resin initiated and promoted with dual systems », Iranian Polymer Journal, vol. 14, no 1165, , p. 990–999 (lire en ligne, consulté le )
- (en) Raghu Raja Pandiyan Kuppusamy et Swati Neogi, « Influence of curing agents on gelation and exotherm behaviour of an unsaturated polyester resin », Bulletin of Materials Science, vol. 36, no 7, , p. 1217–1224 (ISSN 0250-4707 et 0973-7669, DOI 10.1007/s12034-013-0591-8, lire en ligne, consulté le )
- (en) K. de la Caba, P. Guerrero, A. Eceiza et I. Mondragon, « Kinetic and rheological studies of an unsaturated polyester cured with different catalyst amounts », Polymer, vol. 37, no 2, , p. 275–280 (DOI 10.1016/0032-3861(96)81099-8, lire en ligne, consulté le )
- (en) Johan F.G.A. Jansen, Iris Hilker, Engelien Kleuskens et Guido Hensen, « Cobalt Replacement in Unsaturated Polyester Resins; Going for Sustainable Composites », Macromolecular Symposia, vol. 329, no 1, , p. 142–149 (DOI 10.1002/masy.201200102, lire en ligne, consulté le )
- « N,N-dimethyl-p-toluidine », AEPC
- (en) Cemal Özeroğlu, « The Effect of Tertiary Amines on the Free Radical Copolymerization of Unsaturated Polyester and Styrene », Polymer-Plastics Technology and Engineering, vol. 43, no 3, , p. 661–670 (ISSN 0360-2559 et 1525-6111, DOI 10.1081/PPT-120038057, lire en ligne, consulté le )
- (en) Wayne D. Cook, George P. Simon, Peter J. Burchill et Michelle Lau, « Curing kinetics and thermal properties of vinyl ester resins », Journal of Applied Polymer Science, vol. 64, no 4, , p. 769–781 (ISSN 0021-8995 et 1097-4628, DOI 10.1002/(SICI)1097-4628(19970425)64:43.0.CO;2-P, lire en ligne, consulté le )
- (en) Wayne D Cook, Michelle Lau, Mansour Mehrabi et Katherine Dean, « Control of gel time and exotherm behaviour during cure of unsaturated polyester resins », Polymer International, vol. 50, no 1, , p. 129–134 (ISSN 0959-8103 et 1097-0126, DOI 10.1002/1097-0126(200101)50:13.0.CO;2-C, lire en ligne, consulté le )
- (en) T. Matynia, B. Gawdzik et J. Osypiuk, « Inhibitors in Curing of High Reactive Unsaturated Polyester Resin », International Journal of Polymeric Materials and Polymeric Biomaterials, vol. 41, nos 3-4, , p. 215–223 (ISSN 0091-4037 et 1563-535X, DOI 10.1080/00914039808041046, lire en ligne, consulté le )