Gazéification
La gazéification est un processus à la frontière entre la pyrolyse et la combustion. Celui-ci permet de convertir des matières carbonées ou organiques en un gaz de synthèse combustible (souvent appelé « syngas » ou « syngaz »), composé majoritairement de monoxyde de carbone (CO) et de dihydrogène (H2), contrairement à la combustion dont les produits majoritaires sont le dioxyde de carbone (CO2) et l'eau (H2O).

Principes
Par réaction thermochimique à des températures élevées et avec un déficit en oxygène (ou en injectant une quantité contrôlée d'oxygène/ou de la vapeur) à haute température (600 à 1 800 °C), la matière carbonée est pyrolysée. L'énergie apportée par la combustion des produits de pyrolyse permet ensuite la gazéification et/ou la réaction des gaz de combustions avec la matière carbonée. L'équilibre entre la pyrolyse et la combustion reste délicat et le gaz obtenu par gazéification contient, comme pour tous dispositifs de combustion, de nombreux composés indésirables tels que des oxydes d'azote (NOx), du sulfure d'hydrogène (H2S) et des goudrons à cycle benzénique. Des procédés de purification sont ainsi nécessaires pour utiliser le gaz dans un autre dispositif.
Le charbon est généralement utilisé, bien que le gaz naturel, les résidus du pétrole, la biomasse, les déchets ménagers ou les boues d'épuration puissent aussi servir de matières premières. L'énergie issue de la combustion du syngas est considérée comme renouvelable lorsque de la biomasse est utilisée avec un bilan en carbone neutre. En outre, la gazéification est une méthode réputée plus efficace que l'incinération pour la production d'électricité car elle permet d'alimenter des turbines à gaz, voire des piles à combustibles. Le syngas peut aussi servir à produire du méthanol, de l'hydrogène, ou des carburants de synthèse via le procédé Fischer-Tropsch. En outre, la température d’utilisation du réacteur, supérieure à la température de fusion des cendres d'environ 1 200 °C), est favorable à la purification ou au raffinage du gaz obtenu, en éliminant les cendres et le chlorure de potassium.
À la différence des processus biologiques comme la digestion anaérobie, qui produisent du méthane ou du biogaz, la gazéification permet un meilleur contrôle des réactions chimiques et un temps de séjour du produit plus court (entre 1 seconde et 3 heures pour les procédés en lit fixe). Cependant, le terme syngaz est bien moins précis, sur un plan qualitatif que les termes de biogaz, gaz naturel, butane ou propane, qui sont les autres grandes catégories de gaz combustibles. En effet, le syngaz désigne le procédé dont il est dérivé, c'est-à-dire la gazéification, mais ne donne pas d'indication qualitative précise sur sa composition, ni sur son pouvoir calorifique. Le syngaz peut en effet être très riche en CH4, et contenir beaucoup de gaz inertes tels que le CO2 ou le N2, mais peut aussi être un concentré quasi exclusif d'H2 et de CO. Selon les compositions de Syngaz, on peut avoir des différences considérables de pouvoir calorifique inférieur, qui peuvent aller de moins de 3 500 kJ/Nm3 jusqu'à plus de 11 500 kJ/Nm3.
Chimie
Dans un réacteur de gazéification, la matière carbonée traverse plusieurs étapes :
- la pyrolyse (ou volatilisation) se produit par agitation thermique des molécules carbonées. Des particules volatiles sont libérées et il se forme un gaz et une matrice solide appelée char. En fonction des conditions d'utilisation du procédé le gaz peut condenser pour former un liquide nommé bio-oil ;
- la combustion permet d'obtenir les hautes températures nécessaires dans le réacteur pour la pyrolyse et le séchage du produit à traiter. Cette combustion dégage d'ailleurs de la chaleur utilisable pour la phase ultérieure de gazéification. Si l'on désigne par la lettre C le carbone apporté par un composé organique, la réaction de base est ici : ;
- la gazéification proprement dite est le vaporeformage, réaction de l'hydrocarbure avec le dioxyde de carbone et la vapeur d'eau ambiants, réaction qui dégage du monoxyde de carbone et du dihydrogène : ;
- en outre, la vapeur d'eau se recombine inévitablement avec le monoxyde de carbone selon une réaction réversible appelée réaction du gaz à l'eau. Aux températures qui règnent dans un réacteur, cette réaction tend à équilibrer rapidement les concentrations en monoxyde de carbone, vapeur d'eau, dioxyde de carbone et hydrogène : .



En principe, il n'est nécessaire d'injecter qu'une quantité limitée d'oxygène ou d'air dans le réacteur : celle-ci permet la combustion d'une partie des matières premières introduites, combustion qui dégage suffisamment de monoxyde de carbone et de chaleur pour déclencher la gazéification tout en entretenant la combustion de ce qui reste de matière organique.
Histoire
Du gaz manufacturé à l'essence synthétique

Le procédé de gazéification fut mis en œuvre dès le milieu du XIXe siècle dans des usines à gaz pour produire les gaz manufacturés (qui prendront les appellations successives gaz hydrogène, gaz d'éclairage, gaz de ville, etc.). Dans les usines à gaz, le gaz est essentiellement produit par distillation (en fait une pyrolyse) de la houille dans des cornues (gaz de houille). D'autres gaz manufacturés sont produits par des procédés similaires, avec des succès variables à partir de bois (gaz de bois), de résines (gaz de résine), d'huiles (gaz d'huile), de schistes bitumineux (gaz portatif comprimé), des sous-produits de l'industrie pétrolière (gaz de pétrole, etc.) Les gaz manufacturés seront progressivement remplacés dans leurs applications d'éclairage, par l'électricité à partir de 1880, et dans leurs applications de chauffage, par le gaz naturel, à partir de la crise de 1929, plus largement à partir de la fin de Seconde Guerre mondiale. La première usine à gaz est fondée en 1812 à Londres. En France, la dernière usine à gaz, celle de Belfort, en Franche-Comté ferme en 1971.
Au début des années 1920, Eugène Houdry, en France, fabrique de l'essence synthétique à partir de lignite, mais son procédé, trop coûteux, sera abandonné en 1930. Simultanément, deux chimistes allemands, Fischer et Tropsch parviennent à liquéfier un gaz synthétique produit à partir du charbon. Friedrich Bergius met également au point un procédé consistant à faire réagir de l'hydrogène avec du charbon et des goudrons à une température de 450 °C sous une pression de 200 atmosphères, en présence d'un catalyseur.
Au cours de la Seconde Guerre mondiale, en France, par suite de la pénurie d'essence en zone occupée, on eut à nouveau recours aux gazogènes pour faire fonctionner les véhicules[2]. Mais sur le plan industriel, ce sont les impératifs militaires allemands qui forcent à l'usage d'essence synthétique. De nombreuses usines en fabriquent, avec des rendements variables. Certaines sont situées dans les camps de concentration (la Pologne, après la guerre, conservera quelque temps un site expérimental à Auschwitz). La principale usine de production d'essence synthétique était située sur le site industriel de Blechhammer. À la suite de la défaite nazie, les données et les rapports techniques relatifs ont été récupérés par la Technical Oil Mission[3] anglo-américaine. Mais après la découverte des champs pétrolifères d'Arabie Saoudite, on abandonna le procédé Fischer-Tropsch, car la voie synthétique ne représentait plus une alternative rentable vis-à-vis de la prospection.
Cependant, dans les années 1950, l'Afrique du Sud développa une large gamme d'hydrocarbures synthétiques. Elle y fut contrainte par deux facteurs : sa politique d'apartheid, qui causa un blocus des produits pétroliers, puis, bien plus tard, par l'arrêt des livraisons en provenance de l'Iran, seul fournisseur du pays, et ce jusqu'à la révolution qui renversa le régime du Shah.
Applications actuelles
On utilise aujourd'hui surtout la gazéification à l'échelle industrielle pour produire de l'électricité à partir de combustibles fossiles tels que le charbon. La gazéification est également utilisée dans l'industrie sous la forme de cycles combinés à gazéification intégrée (CCIG), qui permettent, outre la génération d'électricité, de produire de l'ammoniac et des hydrocarbures, notamment du méthane et de l'hydrogène pour alimenter des piles à combustible. D'ailleurs, la technique du cycle combiné à gazéification intégrée est également plus efficace que les technologies conventionnelles pour séparer le CO2. On disposait déjà au début des années 1970 d'installations expérimentales mettant en œuvre ce principe et certaines usines construites dans les années 1990 sont maintenant pleinement opérationnelles.
Ces dernières années, on a mis au point des techniques permettant la gazéification de déchets plastiques, une ressource particulièrement énergétique. Une usine en Allemagne permet la conversion massive de déchets plastiques en essence synthétique puis en méthanol[4].
On emploie beaucoup en Inde des mini-réacteurs à biomasse en contexte rural, en particulier dans l'État du Tamil Nadu (Inde du sud). La plupart de ces installations, gérées par les gram panchayats, alimentent à raison de 9 kW l'éclairage public et des pompes pour l'eau potable. Bien que techniquement viables, elles posent un certain nombre de problèmes de maintenance et de difficultés tant politiques que financières. La plupart ne fonctionnent plus au bout d'un à trois ans.
Les procédés de gazéification
Il existe à l'heure actuelle une quarantaine de procédés de gazéification opérationnels ou au stade de recherche regroupé en 5 familles :
- la gazéification en lit fixe à contre-courant ;
- la gazéification à lit fixe à co-courant ;
- la gazéification en lit fluidifié (circulant, dense et double) ;
- la gazéification en lit entraîné ;
- la gazéification allothermique par plasma thermique[5] - [6] - [7].
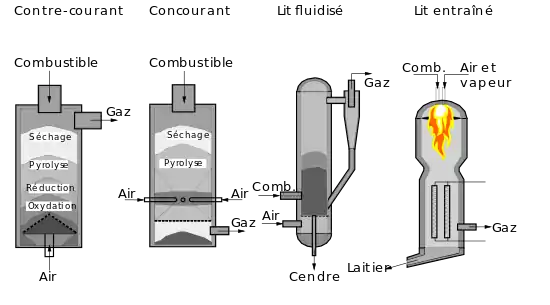
Réacteur en lit fixe à contre-courant
Il comporte un lit solide de produit (carburant) à traiter (par exemple de la houille ou de la biomasse), généralement vertical, à travers lequel on force la convection d'un comburant (vapeur d'eau, dioxyde de carbone, gaz oxygène ou air). Les particules minérales, indifférentes à la réaction (PCI nul), peuvent être évacuées sous forme de cendres ou de mâchefer ; mais pour former des scories ou du mâchefer, il faut que le réacteur développe des températures supérieures à la température de fusion des cendres, c'est-à-dire que le lit solide présente une grande résistance mécanique et conserve une bonne porosité malgré la température et la pression du réacteur. Toutefois, certaines améliorations récentes ont permis d'assouplir ces conditions. Le rendement en gaz de ce type de réacteur est relativement faible. Le rendement thermique est élevé dans la mesure où les gaz sont produits à une température relativement basse, mais cela signifie aussi que la réaction dégage également une proportion appréciable de goudrons et de méthane : aussi le gaz produit doit-il être soigneusement raffiné ou recyclé dans le réacteur avant distribution.
Réacteur à lit solide à injection
Il est similaire au précédent, mais le comburant gazeux (l'oxygène) est injecté vers le bas (c'est pourquoi les Anglo-Saxons l'appellent « down draft »). Il faut chauffer en permanence l'extrémité supérieure du lit solide, soit en brûlant une certaine fraction de carburant, soit par apport thermique extérieur. Les gaz produits sont libérés à une température élevée, et l'on récupère souvent une partie de cette chaleur pour la communiquer au comburant à injecter à l'extrémité supérieure du lit solide : on rejoint ainsi pratiquement le niveau de rendement thermique du système à contre-courant. L'avantage de ce procédé réside dans le fait que les goudrons qui peuvent se former doivent ici percoler à travers la chaude matrice poreuse de carburant : ainsi, le taux de goudron est beaucoup plus faible que dans le type de réacteur précédent.
Réacteurs à lit fluidifié
Dans ceux-ci, le carburant est fluidisé dans un mélange vapeur d'eau-oxygène, ou dans l'air. Les particules minérales sont récupérées sous forme de cendre, ou précipitent sous forme de lourds nodules de mâchefer. Comme les réacteurs produisant de la cendre opèrent à température relativement basse, il faut que le carburant fluidifié soit hautement réactif : les charbons grossiers conviennent bien à ce genre de centrale. Les réacteurs à précipitation mettent en œuvre des températures légèrement supérieures, et consomment plutôt des houilles de bonne qualité. Le rendement en gaz est supérieur aux réacteurs à lit solide, mais inférieur aux réacteurs à lit entraîné. L'efficacité de la gazéification peut être affectée par l'élimination de matière carbonée. Pour augmenter le rendement en gaz, on peut recycler ou rebrûler les produits solides. Les réacteurs à lit fluidifié sont particulièrement indiqués pour les hydrocarbures susceptibles de dégager des cendres corrosives ou abrasives, qui endommageraient l'enceinte d'un réacteur à lit fixe : les déchets verts présentent généralement une teneur élevée en cendres de ce type.
Réacteurs en lit entraîné
Dans ceux-ci, on injecte le combustible finement pulvérisé, qu'il soit solide (suie) ou liquide (hydrocarbure) dans un jet d'oxygène. La réaction se produit au milieu d'un nuage de très fines particules. Compte tenu de la haute température requise et de leur facilité à être réduits en poudre, la plupart des charbons conviennent pour ce genre de procédé. Haute température et pression élevée signifient également que le rendement en gaz de ce type de réacteur est élevé ; en revanche, le rendement thermique est un peu inférieur car il faut refroidir les gaz produits avant qu'ils puissent être raffinés, compte tenu des techniques de raffinage actuelles. Grâce aux fortes températures utilisées, goudrons et méthane ne peuvent se former (…) et les gaz produits en sont exempts, mais cela se paie au prix d'une consommation en oxygène plus élevée que dans les autres types de réacteur. Cela dit, les réacteurs à lit entraîné réduisent la plupart des impuretés minérales en mâchefer car ils dépassent de beaucoup la température de fusion des cendres. La fraction restante des cendres se retrouve soit sous forme de cendres volantes, soit sous forme de suie noirâtre. Certains carburants, notamment les déchets verts, donnent naissance à des cendres corrosives (Chlore) pour la céramique réfractaire qui forme le revêtement interne de l'enceinte. C'est pourquoi certains réacteurs à lit entraîné et aussi pour avoir un réacteur adiabatique pour limiter les pertes thermiques, plutôt que de comporter un revêtement interne en céramique, contiennent une double enceinte refroidie par un courant d'eau ou de vapeur, dont la paroi est couverte d'une croûte de mâchefer, qui oppose un bouclier à la corrosion. D'autres carburants dégagent, eux, des cendres dont la température de fusion est réellement très élevée. Dans ce cas, on mélange le plus souvent la matière première avec de la poudre de craie, faisant office de fondant, avant de l'introduire dans le réacteur. L'apport d'une modeste quantité de craie suffira généralement pour faire chuter la température de fusion. La poudre doit aussi être plus fine que pour les autres types de carburant : cela implique qu'il faut dépenser davantage d'énergie pour la préparation de la poudre faisant carburant. Mais ce qui représente, et de loin, la plus grande dépense d'énergie dans les réacteurs à lit entraîné, c'est encore la préparation du dioxygène.
Réacteurs par plasma thermique
Ils ont l'avantage de produire un champ de température pouvant aller jusqu'à 20 000 K (3 000 K maximum obtenu par combustion) sans utiliser d'apport en oxygène indispensable à la combustion. L'utilisation d'eau est justifiée par le gain économique qu'elle procure en évitant la séparation de l'oxygène de l'air. En effet l'obtention d'oxygène nécessite une perte énergétique importante par séparation cryogénique de l'oxygène dans l'air. Les procédés à plasma permettent de limiter les temps du séjour du produit dans le réacteur, de l'ordre de la milliseconde et principalement de produire des radicaux OH et O+ servant de catalyseur pour la dégradation des goudrons. La technique plasma donne une teneur en goudron plus faible que les autres dispositifs en sortie de procédé.
Autres procédés

Légende :
* Kohle : charbon * Sekundär Sauerstoff : gaz carbonique secondaire * Primär Sauerstoff und Dampf : gaz carbonique primaire et vapeur * Ascheaustrag : récupération des cendres * Feinstaubrückführung : retour des poussières fines
Il existe enfin plus d'une quarantaine de procédés de gazéification dont le plus abouti, le dual fluidized bed, consiste à séparer le réacteur en deux parties. Une partie permet la gazéification du produit à la vapeur d'eau permettant de supprimer la dilution du gaz dans l'azote. L'autre partie brûle le char qui est la matrice solide restant après le stade de pyrolyse, c'est-à-dire n'ayant pas réagi dans le réacteur de gazéification. Le réacteur de combustion permet d'obtenir les hautes températures (>1 200 °C) nécessaires à la réaction fortement endothermique de « vapo-gazéification » (gazéification à la vapeur d'eau). Ce procédé utilise des catalyseurs tels que la dolomite qui permettent de limiter la teneur en goudrons et donne un gaz avec un pouvoir calorifique de l'ordre de 12 000 000 J/m3 (les autres procédés donnent 4 à 8 000 000 J/m3). Il est à noter que ces procédés à double lit fluidisé ajoutent la plupart du temps du carburant d'origine fossile pour optimiser les réactions en augmentant la température du réacteur.
Une autre voie utilise le rayonnement solaire à l'aide d'une lentille convergente. Ce procédé a fait l'objet d'études depuis les années 1970, mais de nombreuses limitations subsistent : température limitée à 1 200 °C et rendements faibles notamment.
Applications
Énergies renouvelables
Toute matière organique peut théoriquement être pyrolysée/gazéifiée, qu'elle soit d'origine fossile, comme le charbon utilisé dans les haut-fourneau depuis plus d'un siècle[8], ou qu'il s'agisse de biomasse (ex. : bois[9] ou charbon de bois, bois carbonisé[10] ou biochar[11]) ou encore de déchets de plastique ou combustibles solides de récupération ; il est notamment possible d'en tirer de l'hydrogène[12]. Le processus peut aussi être intégré dans une cogénération ou trigénération[13].
Le gaz ainsi produit peut être transformé en une essence synthétique qui brûle en ne dégageant que de la vapeur d'eau et du dioxyde de carbone. Cette essence peut ensuite être transformée, de façon énergétiquement efficace, en méthane grâce à la réaction de Sabatier, ou en ersatz de gazole pour les moteurs Diesel, par le procédé Fischer-Tropsch.
On parle alors de « carburant propre », mais le procédé de gazéification peut générer des déchets toxiques ou polluants. De plus, quand la matière à gazéifier est contaminée par certains éléments traces métalliques, même à faible dose, ces éléments peuvent jouer un rôle de catalyseur perturbant ou améliorant le processus de gazéification. Ainsi, par exemple, si du nickel a contaminé un bois, il va améliorer les réactions de pyro-gazéification de ce bois, même à des taux aussi bas que 0,016 à 0,086 mol/kg de bois[14]. Ici, l'activité catalytique du nickel permet une production de gaz à une température plus basse d’environ 100 °C. Des études chimiques et thermodynamiques cherchent à identifier le rôle d'autres métaux lourds souvent présents dans le bois ou dans les déchets de bois et qui seront retrouvés dans les phases gaz, liquides et cendres ou mâchefers résiduels[14]. Les composants non organiques présents dans la matière première à transformer, tels que les métalloïdes, métaux lourds et minéraux, sont piégés dans les cendres volantes et éventuellement dans une matrice inerte, voire ré-utilisés comme engrais.
Le bilan des émissions, quel que soit le carburant produit par gazéification, le procédé lui-même, ou les traitements qui peuvent suivre, ne consiste qu'en un faible surplus de gaz à effet de serre comme le dioxyde de carbone (par la production et l'entretien des matériels). La combustion d'essence synthétique ou de combustibles émet du dioxyde de carbone, que la production de biomasse peut, en théorie et dans une certaine mesure, éliminer de l'atmosphère. S'il est vrai que d'autres carburants comme le biogaz et le biodiesel ont eux aussi un bilan carbone tendant vers le neutre, la gazéification permet, elle, d'utiliser une plus large gamme de matières premières ; pour produire une plus grande variété de carburants ; c'est une méthode potentiellement très efficace d'extraction d'énergie à partir de la biomasse : la (pyro)gazéification présente un rendement de 60 % (qu'il serait possible de porter à 80 % en présence de réseau de chaleur)[15].
Tant qu'elle ne conduit pas à surexploiter les ressources, notamment forestières et agricoles, la gazéification de la biomasse est l'une des sources d'énergie convaincantes, techniquement et économiquement, pour une économie à bilan carbone neutre[16]. Peu d'usines de gazéification de biomasse de taille industrielle sont en place. Une usine de ce type a récemment été mise en service par CHO-Power (Groupe Europlasma) à Morcenx dans les Landes.
L'Agence internationale de l'énergie (IEA) considère la pyrogazéification (de combustibles solides de récupération, pneus, boues d'épuration, ou bois pollués non réutilisables) comme une « industrie de niche »[17] - [18].
Belgique
À Charleroi, une entreprise est, depuis dix ans, l'un des pionniers en Europe dans la cogénération par gazéification de biomasse-bois, via des unités de petite taille, fournissant 300 kW électriques et 600 kW thermiques avec 1 000 tonnes par an de bois, soit le besoin électrique de 500 ménages et le chauffage de 200 foyers), en produisant chaleur et électricité. Elle pense avoir fait sauter un verrou technologique qui conduira dans les prochaines années la gazéification vers une croissance similaire à celle que connaît le secteur de l'éolien dans le monde. Dans les zones boisées, cette filière ne nécessite aucun réseau de transport ou de distribution particulier, et peut ainsi être accolée au secteur du bois (menuiseries, scieries), aux industries et PME ainsi qu'aux infrastructures collectives (écoles, piscines, bureaux, hôpitaux).
Autre cas, les cliniques universitaires de Mont-Godinne (Namur, Belgique) deviendront d’ici 2012, le premier hôpital belge alimenté majoritairement en énergie renouvelable grâce à la technologie développée par l’entreprise carolorégienne[19].
Autriche
Le Renewable Energy Network s'est associé avec succès à plusieurs projets expérimentaux de gazéification de biomasse, y compris en utilisant une usine de gazéification à double lit fluidisé, qui alimente depuis 2003 la ville de Güssing à raison de 2 MW en électricité et de 4 MW en chaleur, produites à partir de copeaux de bois[20].
Traitement des déchets
La gazéification par traitement thermique des déchets se pose aujourd'hui en concurrent de l'incinération, avec un coût potentiellement 30 % moins élevé que celui des techniques traditionnelles de stockage ou d'incinération, et plusieurs procédés sont en cours de développement. La gazéification des déchets, en effet, comporte plusieurs avantages par rapport à l'incinération[21] :
- l'élimination des produits de combustion est effectuée directement sur le syngaz, alors que l'incinération produit un volume de fumée beaucoup plus important ;
- l'énergie électrique peut être produite par des moteurs et des turbines à gaz, qui sont moins onéreux et plus efficaces que le cycle de la vapeur de Rankine utilisé dans les incinérateurs. Étant donné la nature des gaz produits, on pourrait même éventuellement utiliser une pile à combustible, mais ce type de générateur a des exigences sévères en ce qui concerne la pureté des combustibles et nécessite la purification de l'hydrogène ;
- la conversion chimique du syngaz permet de produire d'autres carburants de synthèse, et pas seulement du biocarburant pour le transport et la synthèse chimique. Certains procédés de gazéification soumettent les cendres chargées en métaux lourds à une très haute température de sorte qu'elles sont vitrifiées et deviennent ainsi inertées et chimiquement stables.
La principale difficulté à laquelle sont confrontés les procédés de gazéification de déchets est de parvenir à un bilan énergétique acceptable (c'est-à-dire positif) en matière de production électrique. Le bon rendement de la conversion de gaz de synthèse en énergie électrique est en effet contrebalancé par une forte consommation d'énergie dans le prétraitement des déchets, par la nécessité de produire ou d'injecter de grandes quantités d'oxygène pur (qui est souvent utilisé comme agent de gazéification), et par le coût d'élimination des gaz. Un autre problème se fait sentir dès que l'on met en œuvre le procédé à l'échelle industrielle : celui des délais de maintenance d'un site, car il faut, en considérant les technologies actuellement disponibles, impérativement nettoyer les réacteurs au bout de quelques mois d'activité, et donc interrompre la production, à moins de disposer d'usines prenant le relais.
On connaît aujourd'hui plusieurs procédés de gazéification de déchets, mais peu ont vraiment été développés et testés, et parmi le petit nombre qui ont été mis en œuvre dans de véritables usines de traitement de déchets, ils ont toujours été associés à l'emploi de combustibles fossiles[22].
Au Japon, à Chiba, une usine retraite des déchets depuis 2000 en utilisant un processus dit « Thermoselect[23] », mais elle n'a pas, à ce jour, fait état d'une production d'énergie positive.
Notes et références
- « Le bois, un agent énergétique multiforme ».
- Voir, pour l'histoire du gazogène : (en) Gas Generator Project.
- Voir T.O.M., sur fischer-tropsch.org.
- « conversion de déchets en méthanol ».
- D'après M.R. Beychok, Process and environmental technology for producing SNG and liquid fuels, U.S. EPA report EPA-660/2-75-011, mai 1975
- M.R. Beychok, Coal gasification for clean energy, Energy Pipelines and Systems, mars 1974.
- M.R. Beychok, Coal gasification and the Phenosolvan process, American Chemical Society 168th National Meeting, Atlantic City, septembre 1974.
- M. J. Seigle, « Considérations théoriques au sujet de la Composition des Gaz de combustion et Gazéification du Carbone (chaudières-gazogènes-hauts-fourneaux) », Revue de Métallurgie, 18(2), 1921, p. 81-91 (lire en ligne [PDF]).
- Richard Capart, La gazéification du bois : étude expérimentale et théorique de la pyrolyse du bois brut et des réactions d'oxydation du charbon de bois avec le dioxyde de carbone et la vapeur d'eau (thèse de doctorat en génie des procédés), Compiègne, (lire en ligne).
- (en) Ding Lu, Kunio Yoshikawa, Tamer M. Ismail et M. Abd El-Salam, « Assessment of the carbonized woody briquette gasification in an updraft fixed bed gasifier using the Euler-Euler model », Applied Energy, vol. 220, , p. 70–86 (ISSN 0306-2619, DOI 10.1016/j.apenergy.2018.03.063, lire en ligne, consulté le )
- (en) C. Guizani, F. J. Escudero Sanz et S. Salvador, « Influence of temperature and particle size on the single and mixed atmosphere gasification of biomass char with H2O and CO2 », Fuel Processing Technology, vol. 134, , p. 175–188 (ISSN 0378-3820, DOI 10.1016/j.fuproc.2015.01.031, lire en ligne, consulté le )
- A. Dufour, Optimisation de la production d'hydrogène par conversion du méthane dans les procédés de pyrolyse/gazéification de la biomasse [PDF], thèse de doctorat, Institut national polytechnique de Lorraine, 2007.
- Jessica François, Modélisation et évaluation environnementale des filières de cogénération par combustion et gazéification du bois (thèse de doctorat en mécanique et énergétique), université de Lorraine, (lire en ligne).
- Marwa Said, Comportements et rôles des métaux lourds au cours de la pyro-gazéification de la biomasse : études expérimentales et thermodynamiques, École nationale des Mines d'Albi-Carmaux, (résumé, lire en ligne).
- (en) Producing Synthetic Natural Gas from Wood,Institut Paul Scherrer.
- (en) Peter Read, « Carbon cycle management with increased photo-synthesis and long-term sinks », Royal Society of New Zealand.
- (en) Outlook for biogas and biomethane : Prospects for organic growth [« Perspectives pour le biogaz et le biométhane »], Agence internationale de l'énergie, 93 p. (présentation en ligne, lire en ligne [PDF]), p. 37.
- Transitions 2050 - Synthèse, ADEME, 23 p., PDF (lire en ligne), p. 5, tableau 1.
- Entreprise Xylowatt.
- The FICFB-gasification system, sur ficfb.at
- Note stratégique sur le développement de la filière pyrogazéification, sur clubpyrogazeification.org
- Études de cas par l'Agence de l'environnement de l'Angleterre et du Pays-de-Galles.
- Le procédé Thermoselect, une des rares techniques de retraitement des déchets par gazéification effective aujourd'hui.
- (en) Cet article est partiellement ou en totalité issu de l’article de Wikipédia en anglais intitulé « Gasification » (voir la liste des auteurs).
Voir également
Articles connexes
Liens externes
- Les principes de la gazéification
- Club Pyrogazéification
- Les biocarburants par l'IFP
- Rapport gazéification
- Thèse
- (en) La gestion du cycle du carbone par photosynthèse prolongée et puits de stockage,
- (en) Heat Transfer International Biomass Technology Experts
- (en) « Technique de gazéification » selon les experts du CGPL, Indian Institute of Science