Procédé Claus
Le procédé Claus est un procédé récupération de soufre élémentaire à partir du sulfure d'hydrogène contenu dans un flux gazeux. Il a été breveté en 1883 par le chimiste Carl Friedrich Claus, le procédé Claus est devenu la méthode standard dans l'industrie pour la très grande majorité des unités de récupération de soufre (SRU ou Sulfur recovery Unit)[1].

Le procédé Claus est utilisé pour extraire le sulfure d'hydrogène d'un gaz sous forme de soufre solide, il peut être utilisé pour désulfurer du gaz naturel mais aussi des effluents gazeux issus du raffinage de pétrole ou d'autre procédés industriels. Avec le procédé Claus conventionnel, la teneur en H2S doit être relativement importante pour mettre en œuvre ce procédé (supérieure à 25 % en volume), il est donc utilisé dans de nombreux cas sur des effluents gazeux résultant d'unités de traitement physique ou chimique (procédés Selexol, Rectisol, Purisol[note 1], traitement de gaz aux amines) couramment utilisés dans le raffinage du pétrole[2], le traitement du gaz naturel ou encore les unités de gazéification. Ces effluents peuvent aussi contenir d'autres polluants comme l'acide cyanhydrique, des hydrocarbures, du dioxyde de soufre, ou de l'ammoniac. Des gaz avec une teneur en sulfure d'hydrogène (H2S) inférieures à 25 % peuvent être traités avec des procédés modifiés utilisant par exemple le préchauffage des flux d'entrée[3].
Le procédé est basé sur deux réactions :
- 2 H2S + 3 O2 → 2 SO2 + 2 H2O
- 2 H2S + SO2 → 3/2 S2 + 2 H2O
La production mondiale de soufre était de 69 millions de tonnes en 2014, 89 % provenait de l'utilisation du procédé Claus ou de ses dérivés sur des gaz de raffinerie et d'autres unités de transformation d'hydrocarbures[4] - [5] - [6]. Le soufre est utilisé pour la synthèse de l'acide sulfurique, de médicaments, de cosmétiques, d'engrais et dans la fabrication du caoutchouc (procédé de vulcanisation du caoutchouc naturel).
Historique
Carl Friedrich Claus (en) était un chimiste travaillant en Angleterre durant la seconde moitié du XIXe siècle. son activité était liée à plusieurs domaines de la chimie minérale, principalement le procédé Leblanc permettant de fabriquer du Na2CO3. Il fut l'auteur de plusieurs brevets à partir des années 1855. En 1883, il dépose un brevet en Angleterre[7] et en Allemagne[8] pour un procédé de récupération du soufre élémentaire par oxydation de H2S à haute température et en présence d'un catalyseur (oxyde métallique). Ce procédé initialement appliqué au sulfure d'hydrogène issu du procédé Leblanc connu un très fort développement au début du XXe siècle lorsqu'il fut appliqué par l'industrie pétrolière.
Le procédé initial comportait une seule unité (le four Claus) dans laquelle l’oxydation se faisait en présence du catalyseur. Il fut ensuite fortement modifié par IG Farben en 1938 : une première étape d'oxydation sans catalyseur fut ajoutée avant le passage dans un ou deux réacteurs catalytiques, ce qui permit d'augmenter significativement l'efficacité du procédé[9]. Cette version modifiée du procédé Claus permet d'obtenir un taux de récupération du soufre de 95 à 97 %, c'est elle qui est principalement utilisée pour la majeure partie de la production mondiale de soufre.
Description du procédé
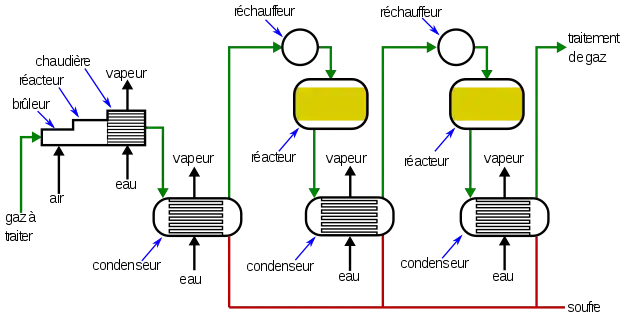
Le principe général du procédé est le suivant : une partie du sulfure d'hydrogène est utilisée pour former un oxydant par combustion à l'air (du SO2), puis cet oxydant réagit avec le sulfure d'hydrogène restant pour former du soufre élémentaire. Dans sa version la plus courante, le procédé est basé sur un schéma comportant une étape thermique et deux étapes catalytiques comme le montre le schéma suivant :
Étape thermique
La première étape est une oxydation par l'oxygène de l'air d'une partie du H2S présent dans le gaz à traiter. La réaction est la suivante :
- 2 H2S + 3 O2 → 2 SO2 + 2 H2O (1)
Cette réaction se fait à une pression comprise entre 130 et 180 kPa, et une température comprise entre 975 et 1300°C en fonction des procédés, le temps de séjour peut varier entre 0.5 et 2 secondes[6] - [10]. La température peut varier localement dans le réacteur car elle est très exothermique (enthalpie de réaction ΔRH°(1) = -518 kJ/mol). Le SO2 est un oxydant, il peut réagir lui aussi avec le sulfure d'hydrogène pour former du soufre élémentaire selon la réaction :
- 2 H2S + SO2 → 3/2 S2 + 2 H2O (2)
De plus, la température élevée dans la première partie du réacteur permet une décomposition thermique d'une partie du H2S en soufre et en dihydrogène.
- H2S = H2 + 1/2 S2 (3)
Une valeur indicative est qu'environ 70 % du sulfure d'hydrogène est converti en soufre lors de l'étape thermique par ces deux processus. Le bilan général de ces deux réactions peut donc s'écrire :
- 10 H2S + 5 O2 → SO2 + 2 H2S + 7/2 S2 + 8 H2O (4)
La chaudière située dans le réacteur permet un refroidissement des gaz jusqu'à une température de l'ordre de 250 °C. Les gaz chauds sont ensuite dirigés vers un condenseur dans lequel le soufre est condensé sous forme liquide. La chaleur de la réaction (4) ainsi que celle du refroidissement des gaz et de la condensation du soufre est utilisée pour faire de la vapeur d'eau à basse ou moyenne pression.
Le soufre obtenu à haute température est sous la forme S2 qui est un diradical très réactif. Lors du refroidissement et de la condensation, il se transforme sous la variété allotropique S8 qui est plus stable :
- 4 S2 → S8 (5)
Le gaz à traiter peut contenir de nombreux contaminants, par exemple CO2, NH3 ou des hydrocarbures. Ceci donne lieu à de nombreuses réactions additionnelles avec les espèces soufrées si bien que le mélange obtenu en sortie de réacteur peut contenir du CO, du H2, du COS et du CS2. Les concentrations de ces espèces peuvent varier entre 0,01 et 2 %[10].
Étapes catalytiques
Afin d'améliorer le rendement en soufre, un ou plusieurs réacteurs catalytiques sont utilisés pour convertir les espèces soufrées gazeuses restantes en soufre élémentaire selon le principe de la réaction (2). Les catalyseurs utilisés sont de l'oxyde d'aluminium(III) ou de titane(IV). Le premier est le plus courant, mais il tend à être remplacé par le second, plus cher mais plus efficace.
Les gaz sont tout d'abord réchauffés à une température supérieure au point de rosée du soufre pour éviter sa condensation dans la porosité du catalyseur, ce qui réduirait son efficacité. En général, le premier réacteur catalytique est à une température comprise entre 315 et 330 °C, les suivants sont à une température juste au dessus du point de rosée du soufre, entre 200 et 240 °C. À ces températures, la formation de soufre élémentaire sous sa forme plus stable S8 est thermodynamiquement favorisée.
- 2 H2S + SO2 = 3/8 S8 + 2 H2O (6)
Cette réaction étant réversible et exothermique, une température basse favorise la conversion en soufre élémentaire.
Durant cette étape, des réactions secondaires peuvent avoir lieu sur le catalyseur, telles que l'hydrolyse de COS et CS2 :
- COS + H2O = CO2 + H2S (7)
- CS2 + 2 H2O = CO2 + 2 H2S (8)
Ces réactions sont relativement lentes à basse température, c'est donc pour optimiser cette élimination que le premier convertisseur catalytique est à une température significativement supérieure aux autres (315 – 330 °C).
Les gaz sont ensuite refroidis de la même façon qu'après l'étape thermique, le soufre liquide est récupéré et les espèces soufrées gazeuses restantes sont dirigées vers un réchauffeur et un réacteur catalytique. Certaines espèces gazeuses peuvent être présentes dans le soufre liquide, principalement H2S. Avant de stocker le soufre, il est donc nécessaire d'effectuer un dégazage pour retirer les espèces dissoutes.
Traitement de gaz
Le rendement de l'installation étant de 92 à 99 % en fonction des configurations utilisées, les gaz résiduels doivent être traités en fin de procédé. Ceci peut être réalisé par un réacteur catalytique, par une tour de lavage, ou par d'autres méthodes de désulfuration des fumées.
Stocks de soufre élémentaire
D'énormes quantités de soufre élémentaire (des milliards de tonnes) sont produites chaque année dans le monde par le procédé Claus. Ce procédé doit également être appliqué au pétrole lourd extrait des gisements de sables bitumineux, car le soufre s'accumule dans les fractions les plus lourdes des hydrocarbures.
En raison de la forte teneur en soufre des sables bitumineux de l'Athabasca, de nombreux stocks de soufre élémentaire issus de ce procédé existent désormais dans toute l'Alberta, au Canada[11].
Une façon d'immobiliser le soufre, tout en valorisant ce déchet industriel en matière première utile, est de l'utiliser comme liant (ciment) de granulats pour fabriquer du béton de soufre, le produit résultant ayant de nombreuses propriétés intéressantes (résistance à la compression élevée et bonne tenue aux acides)[12].
Notes et références
Notes
- Le procédé Selexol est un procédé de désulfuration des gaz sous licence Honeywell UOP basé sur l'absorption physique des gaz acides par un solvant sous forte pression. Le solvant est un mélange de diméthyl éthers et de polyéthylène glycol. Les procédés Rectisol (license Linde AG et Air liquide) et Purisol (license Lurgi AG) sont basés sur le même principe mais ils utilisent respectivement du méthanol à basse température et de la N-Méthyl-2-pyrrolidone (NMP).
Références
- (en) Cet article est partiellement ou en totalité issu de l’article de Wikipédia en anglais intitulé « Claus process » (voir la liste des auteurs).
- J. Magné-Drisch, S. Gonnard "Traitement du gaz naturel" Techniques de l'Ingénieur J5482 (2016).
- (en) Gary, J.H. et Handwerk, G.E., Petroleum Refining Technology and Economics, Marcel Dekker, Inc., , 2e éd. (ISBN 0-8247-7150-8).
- Gas Processors Association Data Book, 10th Edition, Volume II, Section 22.
- 2014 Mineral Yearbook : sulfur, Lori E. Apodaca ,Institut d'études géologiques des États-Unis.
- Discussion of recovered byproduct sulfur.
- « Der Claus-Prozess. Reich an Jahren und bedeutender denn je », Bernhard Schreiner, Chemie in Unserer Zeit 2008, vol. 42, Issue 6, pages 378-392.
- British Patent No 5958 (1883).
- German Patent No 28758 (1883).
- Bibliographic Citation Sulfur Recovery Technology, B.G. Goar, American Institute of Chemical Engineers Spring National Meeting, La Nouvelle-Orléans (Louisiane), 6 avril 1986.
- K. Karan "An experimental and modeling study of homogeneous gas phase reactions occuring in the modified Claus process" Thèse de l'Université de Calgary, Canada (1998), http://hdl.handle.net/1880/42546.
- A. W. Hyndman, J. K. Liu et D. W. Denney, Sulfur: New sources and uses, vol. 183, coll. « ACS Symposium Series », , 69–82 p. (ISBN 978-0-8412-0713-4, DOI 10.1021/bk-1982-0183.ch005), « Sulfur recovery from oil sands. »
- Abdel-Mohsen Onsy Mohamed et Maisa M. El-Gamal, Sulfur concrete for the construction industry: a sustainable development approach, Fort Lauderdale, J. Ross Publishing, , 104–105, 109 (ISBN 978-1-60427-005-1, OCLC 531718953, lire en ligne)
Articles connexes
Liens externes
- Notice dans un dictionnaire ou une encyclopédie généraliste :