Raffinerie Dangote
La raffinerie Dangote est une raffinerie de pétrole située à Lekki (en), au Nigeria, qui sera inaugurée en . Une fois qu'elle sera entièrement opérationnelle, elle aura la capacité de traiter environ 650 000 barils de pétrole brut par jour, ce qui en fera la plus grande raffinerie à train unique au monde. L'investissement s'élève à plus de 25 milliards de dollars américains[1].

| Pays | Nigeria |
|---|---|
| Fuseau horaire | UTC+01:00 |
| Propriétaire | Aliko Dangote |
| Produit | produit pétrolier |
| État d'usage | en construction, en fonctionnement |
En juillet 2022, Dangote — l'habitant le plus riche du Nigeria — a dû emprunter 187 milliards de nairas (environ 442 millions d'euros) à 12,75 % resp. 13,5 % par an pour pouvoir achever la raffinerie[2]. Fitch Ratings a constaté que la date de démarrage de la raffinerie a été repoussée trois fois en quatre ans et craint une baisse de la confiance des investisseurs si l'exploitation ne commence pas en 2023[2]. Dans le même temps, les quatre raffineries de la compagnie pétrolière nationale NNPC à Kaduna, Port Harcourt[3] et Warri sont à l'arrêt et devraient reprendre le traitement du pétrole en 2023 après un revamping réussi[4].
Installation

La raffinerie est située sur un site de 2 500 hectares (6 180 acres) dans la zone franche de Lekki, dans l'État de Lagos. Elle est alimentée en pétrole brut par la plus grande infrastructure d'oléoducs sous-marins du monde (1 100 km de long)[5]. Lorsqu'elle sera pleinement opérationnelle, elle fournira 135 000 emplois permanents dans la région[5].
Grande complexité
La raffinerie de pétrole Dangote aura un indice de complexité Nelson de 10,5[5], ce qui signifie qu'elle sera plus complexe que la plupart des raffineries aux États-Unis (moyenne de 9,5) ou en Europe (moyenne de 6,5)[6] (la plus grande raffinerie du monde, celle de Jamnagar en Inde, a une complexité de 21,1). L'indice de complexité Nelson augmente fondamentalement avec le nombre et la capacité des procédures chimiques après la distillation, par exemple l'hydrocraquage, le NHT, le CCR, le RFCC, la polymérisation.
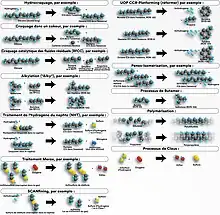
La raffinerie mettra notamment en œuvre les procédés de raffinage suivants[7] - [8] :
Unité de distillation du brut (CDU)

En 2019, la plus grande colonne de distillation de brut au monde, pesant 2 350 t, a été mise en place à la raffinerie de Dangote par une entreprise néerlandaise spécialisée[9]. Avec une hauteur de 112 m, elle est légèrement plus haute que la fusée Saturn V qui a amené le premier homme sur la Lune (110,6 m) ou que l'Arche de la Défense (110,9 m).
Il s'agit de la première étape de traitement dans presque toutes les raffineries de pétrole[10]. Dans le dessaleur, le sel est retiré du pétrole brut. Dans un seul train de préchauffage, le pétrole brut est réchauffé[11] en utilisant la chaleur de différentes procédures de cette liste ou en brûlant du combustible de sa propre fabrication, comme le GPL[12] (c'est ce que l'on appelle souvent le « train unique »). Le CDU sépare le pétrole brut entrant en divers composants de différentes plages d'ébullition et longueurs de molécules[13]. Les composants légers (gaz comme le méthane, l'éthane, le propane et le butane) et les naphtas (naphtas légers comme le pentane, l'hexane et l'heptane et naphtas lourds comme l'octane/C8 jusqu'à C12) remontent la colonne, les huiles plus lourdes (C25 et plus) et les résidus sortent aux points inférieurs.
RFCC
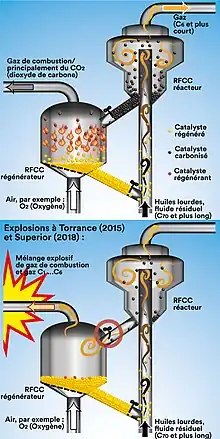
Ce processus de craquage transforme le fluide résiduel provenant du CDU en composants plus légers (voir image ci-dessous). Le fluide résiduel est constitué de molécules comportant de nombreux atomes de carbone (plus de 70) et des structures complexes de cycles et de branches. Il est noir, visqueux et ne peut s'évaporer même à haute température, ce qui le rend inutilisable comme combustible sans avoir été craqué. Le fluide résiduel est mis en contact avec un catalyseur à haute température. Le catalyseur dans cette procédure est une matrice acide telle qu'une zéolite aluminosilicate cristalline[14]. Le craquage a lieu, transformant le fluide en un gaz de composés à molécules courtes. Ensuite, le catalyseur est récupéré et régénéré. Les hydrocarbures sont introduits dans une colonne qui les sépare en fonction de leur point d'ébullition (et donc de leur longueur moléculaire, comme dans le CDU)[15] — En raison de la géométrie de leurs molécules, le craquage des alcanes entraîne toujours :
- un excès d'atomes de carbone, par exemple dans les cokers ;
- ou un ajout nécessaire de dihydrogène, par exemple dans l'hydrocraquage ;
- ou des doubles liaisons covalentes indésirables dans les composés hydrocarbonés (« alcènes »).
Étant donné qu'aucun hydrogène n'est ajouté dans le RFCC, les composés sortants appartiennent principalement aux alcènes/oléfines (éthène/éthylène, propène/propylène, etc.). Ils peuvent être hydrotraités en alcanes (pour l'essence), alkylés ou polymérisés en polyéthylène/polypropylène. Le régénérateur RFCC de Lekki a été l'élément le plus lourd sur une route africaine, avant son installation. Il s'agit également de la pièce unique en métal la plus lourde au monde. — Le RFCC est l'une des zones les plus critiques en matière de sécurité d'une raffinerie. En 2015, le régénérateur d'une raffinerie Exxon à Torrance, en Californie, a explosé en raison d'un manque d'entretien (l'expandeur était usé, un échangeur de chaleur d'une autre unité laissait échapper des gaz combustibles dans le système et une vanne coulissante de catalyseur fonctionnait insuffisamment après de trop nombreuses années d'utilisation) et d'actions incorrectes après un dysfonctionnement (diminution du débit de vapeur, installation d'une pièce d'écartement, "écart" par rapport à la procédure standard)[16]. En 2018, la raffinerie Superior dans le Wisconsin a explosé, également en raison d'une vanne coulissante de catalyseur RFCC usée[17].

Usine d'unicracking en mode d'hydrocraquage doux
L'hydrocraquage « casse » les composants plus lourds (molécules avec plus de 25 atomes de carbone)[18] - [19] - [20] - [21] et les résidus en présence d'hydrogène en molécules de taille moyenne (4 à 12 atomes de carbone par molécule)[22] - [23] L'hydrocraquage doux (MHC) est un craquage avec moins de pression mais en utilisant un catalyseur en présence d'hydrogène (la pression est de 60 à 110 bar par rapport à l'hydrocraquage conventionnel à 200 bar). La zéolite est utilisée comme catalyseur. Contrairement à l'hydrotraitement, où l'hydrogène est utilisé pour rompre les liaisons entre le carbone et le soufre ou le carbone et l'azote, l'hydrocraquage doux utilise l'hydrogène pour rompre les liaisons entre les atomes de carbone[24] - [25].
Usine d'alkylation
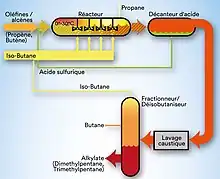
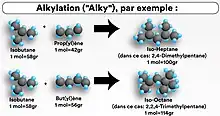
Les sous-produits du procédé RFCC sont des alcènes à chaîne courte (propylène, butylène) et des isoparaffines (isobutane), qui ne sont pas souhaitables. L'alkylation est utilisée pour convertir l'isobutane et les alcènes de faible poids moléculaire (principalement le propylène et le butylène) en alkylat, principalement l'isoheptane et l'isooctane. L'alkylate est un mélange d'essence de haute qualité car il possède de bonnes propriétés antidétonantes et brûle proprement. Le processus se déroule en présence d'un acide — dans la raffinerie Dangote, il s'agit d'acide sulfurique. L'usine est appelée « unité d'alkylation à l'acide sulfurique » (SAAU)[26]. La principale technologie utilisée pour la SAAU est le procédé STRATCO sous licence de DuPont. Au cours des dix dernières années, plus de 85 % de la capacité SAAU ajoutée dans le monde a été produite à l'aide de la technologie STRATCO-DuPont. Un SAAU peut être divisé en cinq grandes sections : réaction, réfrigération, traitement des effluents, fractionnement et purge. Dans le réacteur, les hydrocarbures qui réagissent sont mis en contact avec l'acide sulfurique catalyseur à une température de 15,6 °C. Ensuite, les charges sont traitées pour éliminer les impuretés, notamment l'eau. La charge est refroidie dans la section de réfrigération et les hydrocarbures légers sont évacués de l'usine. Ensuite, l'acide, les sulfates d'alkyle et les sulfates de dialkyle sont éliminés du flux d'effluents pour éviter la corrosion et l'encrassement dans le processus en aval. Pour maintenir la force désirée de l'acide usé, une petite quantité d'acide frais est ajoutée en continu au réacteur. Dans la section de fractionnement, l'isobutane superflu est récupéré et les hydrocarbures restants sont séparés en produits souhaités. L'acide usé est dégazé dans un tambour de purge d'acide et l'effluent acide est neutralisé avec du caustique dans un laveur avant d'être brûlé. L'acide usé est stocké et déchargé à intervalles réguliers.
Le , un incendie s'est produit dans une raffinerie de Baton Rouge en raison de travaux de maintenance sur une vanne vieille de trente ans qui devait être actionnée manuellement. 900 kg d'isobutane se sont échappés et ont formé un nuage de gaz explosif qui s'est enflammé au niveau d'une machine à souder laissée allumée (à 20 m). Quatre travailleurs ont subi de graves brûlures[27].
À Philadelphie, en Pennsylvanie, le , du propane a fui d'un collecteur dans une usine d'alkylation et s'est enflammé, provoquant trois explosions extrêmement violentes. Cela a lancé plusieurs équipements, dont un conteneur de 19 t qui s'est écrasé à 700 m de son emplacement initial[28].
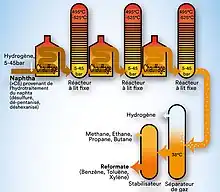
Traitement de l'hydrogène du naphta (NHT)
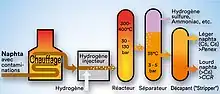
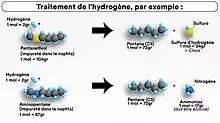
Dans ce procédé[29] - [30], le naphta léger ou lourd provenant du CDU réagit avec de l'hydrogène en présence d'un catalyseur comme le cobalt-molybdène (ou le nickel-molybdène pour le pétrole brut à faible teneur en soufre) à des températures relativement élevées et à des pressions modérées. (Les conditions de réaction d'une unité d'hydrotraitement du naphta sont d'environ avec une pression de 25 à 45 bar[29].) La NHT convertit les aromatiques indésirables (« BTX » : benzène, toluène, xylène), les oléfines/alcènes (comme l'hexène), l'azote, l'oxygène, les métaux et les composés soufrés en produits, qui peuvent être utilisés dans d'autres procédés[31]. Le principal objectif de la NHT est d'éliminer le soufre et l'azote. Ces contaminations se transforment en NOx et SOx dans un moteur à combustion et sont nocives pour la santé humaine et l'environnement. Les composés de soufre et d'azote présents dans le naphta peuvent également désactiver le catalyseur dans les procédures de reformage comme le CCR et doivent donc être éliminés avant le reformage catalytique. Le NHT se compose principalement d'un réchauffeur, d'un injecteur d'hydrogène, d'un réacteur à lit fixe et d'une colonne de séparation, dans laquelle le naphta désulfuré et les gaz comme le dihydrogène et le sulfure d'hydrogène sont répartis. La dernière section de la NHT peut être un slide stripper. Le strippeur à coulisseau sépare (strippe) le naphta léger (pentanes, hexanes) du naphta lourd[30]. Le naphta léger va directement au mélange d'essence ou est d'abord isomérisé. Le stripper à glissière se compose principalement d'une colonne de stripage et d'un tambour de reflux[31]. Comme le RFCC, le NHT est une zone de sécurité critique d'une raffinerie.
En 2010, l'échangeur thermique NHT de la raffinerie Tesoro d'Anacortes s'est rompu, provoquant une explosion et tuant sept travailleurs. L'échangeur thermique avait subi les effets à long terme d'une « attaque d'hydrogène à haute température »[32]. Le personnel de maintenance avait ignoré la fuite de l'échangeur thermique avant l'explosion, la considérant comme "normale"[32].
Hydrotraitement du gazole
L'hydrotraitement du gazole (DHDT) élimine les impuretés telles que le soufre et l'azote du gazole en présence d'un catalyseur et d'hydrogène, le transformant ainsi en gazole[33]. Le gazole a de 9 à 24 atomes de carbone par molécule (C9 à C24), tandis que l'essence a de 4 à 12 atomes de carbone par molécule (C4 à C12)[31]. Le processus d'hydrotraitement des gazoles est similaire mais beaucoup plus complexe que celui du NHT, principalement en raison de l'ajout du système d'amines régénératives, qui récupère l'excès d'hydrogène gazeux et élimine le sulfure d'hydrogène via la diéthanolamine (DEA)[30].
Colonne de fractionnement du naphta
Elle fractionne le naphta hydrotraité en naphta léger et lourd[34].
CCR Platforming (reformer)
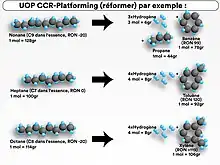
Dans les moteurs à haute compression, des composants importants de l'essence, tels que le pentane ou l'hexane linéaire, ont tendance à s'enflammer avant que la bougie ne produise l'étincelle[35] - [36] - [37]. Ce phénomène, appelé "cognement du moteur", est indésirable. Pour chaque composant, il existe une mesure qui indique dans quelle mesure il est « résistant au cognement » : le RON ou indice d'octane. Étant donné que le naphte a un indice d'octane d'environ 90, mais que les moteurs modernes exigent un indice RON de 95 ou 98, une partie du naphte doit être transformée en composants ayant un indice RON supérieur à 100 et mélangée à l'essence. Ces composants sont les composés aromatiques : des molécules à structure cyclique et à double liaison covalente. Ils ont un RON d'environ 115. La conversion du naphta en composés aromatiques a lieu dans le CCR. Ce processus convertit les molécules linéaires comportant au moins sept atomes de carbone en composés (aromatiques) de forme annulaire comme le BTX (benzène, toluène, xylène) en leur retirant de l'hydrogène. L'hydrogène est un sous-produit important du CCR et est utilisé dans d'autres procédures de la raffinerie[38]. Dans un premier temps, de l'hydrogène est ajouté au naphta dépentanisé ou déshexanisé sous 4 à 45 atm et à une température de 495 à 525 °C. Le processus est hautement endothermique, ce qui nécessite un réchauffage constant entre plusieurs chambres de réacteur. Le naphta entrant doit également être exempt de soufre, car celui-ci endommage le catalyseur (c'est ce qu'on appelle "l'empoisonnement du catalyseur au nickel"). Après la réaction chimique, le flux passe dans un séparateur qui extrait l'hydrogène en excès. Ensuite, une colonne de stabilisation divise le flux en composants à molécules plus légères (méthane, éthane, propane) et le "reformat" à haut indice d'octane, comme dans une colonne de distillation. Outre la CCR, il existe des plates-formes SR ("semi-régénérative", "à lit fixe"), la CCR étant considérée comme plus avancée sur le plan technique (par exemple, le catalyseur ne s'use pas aussi rapidement)[36].
Procédé d'isomérisation Penex
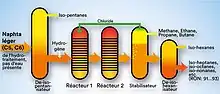
Tout comme la régénération continue du catalyseur, l'isomérisation Penex améliore l'indice d'octane du carburant. Le naphta léger avec cinq ou six atomes de carbone par molécule (pentane/C5, hexane/C6) a un indice d'octane (RON) de 50 à 60, alors que l'essence d'une station-service a un RON de 95 ou 98. C'est pourquoi les opérateurs d'une raffinerie transforment les C5 et C6 en composés ayant un RON plus élevé.
Ce procédé isomérise le naphta léger (pentane, hexane) en molécules ramifiées à indice d'octane plus élevé. Le procédé Penex utilise des catalyseurs à lit fixe avec des chlorures[39].
Dans une unité UOP Penex, la charge passe par un déisopentaniseur (qui élimine l'isopentane), puis une chambre de réaction avec un catalyseur à lit fixe, puis un déisohexaniseur (qui élimine l'isohexane) et enfin une colonne de technologie Molex. Le produit final a un RON d'environ 92.
Une unité d'isomérisation est également essentielle pour la sécurité. En 2005, à Texas City, la colonne de distillation d'une unité d'isomérisation a éclaté puis s'est enflammée, tuant 15 employés et blessant 180 personnes[40]. Cela s'est produit en raison d'un instrument de mesure défectueux ainsi que d'un personnel surmené et sous-qualifié. Il s'agit du pire accident sur lequel le US Chemical Safety Board ait enquêté.
SCANfining
SCANfining (Selective Catalytic Naphtha hydrofining) est un procédé d'hydrodésulfuration (HDS) qui permet d'éliminer sélectivement le soufre du naphta de craquage catalytique avec une perte d'octane minimale[41]. SCANfining utilise un catalyseur Al2O3 (RT-225) à faible teneur en métaux et à forte dispersion. Cela permet d'obtenir une sélectivité élevée en matière de HDS et de saturation des oléfines[42] - [43].
Séparateurs de GPL
Les séparateurs de propane et de propylène (PP) sont essentiels pour transformer le gaz de pétrole liquéfié (GPL) en propylène de qualité polymère (PGP), plus lourd, et en propane, plus léger, par thermocompression[44].
Traitement de désulfuration FCCG
Le traitement des gaz de combustion réduit le nombre de polluants produits par la combustion de combustibles fossiles[45]. Il peut contenir des polluants tels que des particules, du mercure, du dioxyde de soufre et du dioxyde de carbone[46].
Procédé Merox
Les composés soufrés présents dans les produits pétroliers bruts, les mercaptans, provoquent ce que l'on appelle l'« encrassement » (fouling) : en fonctionnement continu, le soufre décompose tous les objets métalliques avec lesquels il entre en contact et se dépose ailleurs avec la suie et la rouille sous forme de plaques à l'intérieur des tuyaux, par exemple dans les échangeurs de chaleur - ce qui entraîne des blocages et des fuites. Les exploitants de raffineries essaient donc d'éliminer le soufre de leurs produits, même si la législation ne l'impose pas sous cette forme - par exemple pour le kérosène ou le gaz de pétrole liquéfié.
Dans le procédé Merox, les sulfides hautement corrosifs sont transformés en disulfides inoffensifs. Ce processus est appelé "adoucissement" ("sweetening") car les disulfides n'ont pas l'odeur fétide ("œufs pourris"/"légumes pourris") des sulfides. (Les molécules de disulfides plus longues ont une odeur neutre, tandis que les disulfides à molécules courtes ont une odeur d'ail ou d'oignon). Chaque atome de soufre est lié à un autre atome de soufre et devient ainsi largement inefficace contre les métaux. On y parvient en ajoutant de la soude caustique ou de l'ammoniaque. La soude élimine un atome d'hydrogène de l'atome de soufre du sulfide, après quoi il se lie à un atome de soufre sans hydrogène d'une autre molécule de sulfide.
Les molécules de disulfide sont presque deux fois plus longues que les molécules de sulfide, ont une température d'ébullition plus élevée et peuvent donc être facilement fractionnées à partir du produit[47] - [48].
Procédés Butamer
L'isobutane est un composant primaire du carburant pour moteur[49] - [50]. Le procédé Butamer est un moyen très efficace et rentable d'isomériser le butane normal (nC4) en isobutane (iC4)[51].
Récupération du soufre (SRU)
La SRU récupère le gaz acide toxique contenant du soufre[52]. Le procédé le plus couramment utilisé est le procédé Claus, dans lequel le gaz entrant brûle avec de l'oxygène et est réfrigéré. Cela permet de récupérer le soufre du gaz brûlé[53].
Usine d'hydrogène
Elle se compose généralement d'un reformeur de méthane à la vapeur (SMR) et d'un système de purification de l'hydrogène. Le gaz naturel préchauffé (ou gaz résiduel de raffinerie) est introduit à travers un catalyseur pour produire un flux d'hydrogène à 75-80 %, puis est purifié (par un épurateur MEA ou une unité PSA) pour produire de l'hydrogène pur à 99 %[54].
Usine de polymérisation
Le polypropylène et le polyéthylène sont des résines thermoplastiques produites par la polymérisation du propylène/éthylène avec des catalyseurs[55].
Usine à gaz
L'usine à gaz extrait les gaz les plus lourds et les plus précieux du gaz provenant des unités de distillation et des autres unités de traitement[56]. Il existe deux types d'usines à gaz. Une usine à gaz saturée traite les flux de gaz qui ne contiennent que des hydrocarbures saturés (principalement du méthane, de l'éthane, du propane et du butane). Une usine de gaz insaturé traite le gaz provenant des unités de craquage (RFCC, hydrocraquage, cokeur) qui contient des hydrocarbures insaturés (oléfines / alcènes comme le propène / propylène et le butène / butylène)[57].
L'usine à gaz ramène les composants lourds plus précieux vers le mélange de produits ou vers la conversion et envoie les gaz plus légers et moins précieux vers le système de carburant de la raffinerie où ils sont brûlés pour les processus de chauffage comme dans le platformage / reformage endothermique du CCR.
Installations maritimes

L'installation maritime autonome permet d'optimiser le fret. Les installations maritimes comprennent[5] :
- deux SPM (single point mooring) pour le déchargement des navires de type Aframax à ULCC (ultra-large crude carrier) ;
- trois SPM de produits pour les exportations de produits jusqu'aux navires Suezmax ;
- deux pipelines sous-marins pour le brut (diamètre 48" ou 1,22 m) avec interconnexion ;
- quatre pipelines sous-marins pour produits et importations (diamètre 24" ou 0,61 m) ;
- environ 120 km de conduites sous-marines.
Notes et références
- (en) « Billionaire's huge Nigerian oil refinery likely delayed until 2022: sources », Reuters, (lire en ligne, consulté le ).
- (en-US) Sam Diala et THEWILL, « Dangote Borrows N187.6bn for Refinery Completion », (consulté le ).
- (en-US) « Port Harcourt refinery to start operation next year The Nation Newspaper », (consulté le ).
- (en) Lami Sadiq, « Nigeria: Kaduna Refinery to Resume Operations Q1 2023 », sur allAfrica.com, (consulté le ).
- « Dangote Refinery » (consulté le ).
- (en) Robert E. Maples, Petroleum Refinery Process Economics, Tulsa, Oklahoma, Pennwell Pub., (ISBN 978-0-878-14779-3, lire en ligne).
- « Honeywell awarded equipment contract for Dangote’s largest single-train refinery », sur constructionboxscore.com (consulté le ).
- « Petroleum refining processes explained simply » (consulté le ).
- « Monumental Milestone at Dangote » (consulté le )
- « Crude Distillation Unit » (consulté le )
- (en) « How to Get the Best From Your Preheat Train an UK Refinery Based Case Study », sur aiche.org, (consulté le )
- (en) B. L. Yeap, « Mitigation of Crude Oil Refinery Heat Exchanger Fouling Through Retrofits Based on Thermo-Hydraulic Fouling Models », (consulté le )
- (en) « CDU (Crude Distillation Unit) » (consulté le )
- « Optimisation of product yield and coke formation in a RFCC unit », sur digitalrefining.com (consulté le ).
- « Optimisation of product yield and coke formation in a RFCC unit », sur digitalrefining.com (consulté le )
- « Animation of 2015 Explosion at ExxonMobil Refinery in Torrance, CA » (consulté le )
- « Animation of April 26, 2018, Explosion and Fire at the Husky Energy Refinery in Superior, Wisconsin » (consulté le )
- [vidéo] C.2.2 - Compare catalytic cracking, thermal cracking and steam cracking sur YouTube (consulté le ).
- (en) « What is Hydrocracking? - Definition from Corrosionpedia », sur Corrosionpedia (consulté le )
- « Chinese Refiner to Use Honeywell UOP Unicracking », sur uop.honeywell.com (consulté le )
- « Hydrocracking » (consulté le )
- (en) Subhash Bhatia, Zeolite Catalysts: Principles and Applications, CRC Press, (ISBN 978-0-8493-5628-5, lire en ligne)
- (en) David S. J. Jones, Peter R. Pujadó et Peter P. Pujadó, Handbook of Petroleum Processing, Springer Science & Business Media, (ISBN 978-1-4020-2819-9, lire en ligne)
- (en) « Hydrocracking - Mild hydrocracking », sur topsoe.com (consulté le )
- (en) « IsoTherming® Technology for Mild Hydrocracking », sur Elessent Clean Technologies (consulté le ).
- (en) « Alkylation unit », sur mckinseyenergyinsights.com (consulté le )
- « Animation of Fire at ExxonMobil's Baton Rouge Refinery » (consulté le ).
- « Preliminary Animation of Philadelphia Energy Solutions Refinery Fire and Explosions » (consulté le )
- (en-US) « Signal conditioning devices for process industry », sur prelectronics.com (consulté le )
- (en-US) « Naphtha Hydrotreating Unit », sur EnggCyclopedia, (consulté le )
- (en) « An Overview of Hydrotreating », sur aiche.org, (consulté le ).
- « Animation of Explosion at Tesoro's Anacortes Refinery » (consulté le )
- « Hydrocracker Unit (HCU) - Diesel Hydrotreating (DHT) », sur yesyen.com (consulté le )
- « 544 tons naphtha splitter successfully relocated », sur hydrocarbonprocessing.com (consulté le )
- « PFD of a catalytic reforming Unit » (consulté le )
- « UOP Platforming Process » (consulté le )
- « Continuous Catalytic Reforming (CCR) », sur chromalox.com (consulté le )
- « Fifty years of CCR platforming », sur digitalrefining.com (consulté le )
- (en) « Isomerization Process », sur Hassan ElBanhawi (consulté le ).
- « Updated BP Texas City Animation on the 15th Anniversary of the Explosion » (consulté le )
- (en) « ExxonMobil's SCANfining Technology Selected for Three Low Sulfur Gasoline Projects for Sunoco, Inc. - Exxon Mobil Corporation », sur ir.exxonmobil.com (consulté le ).
- (en) « Detailed Kinetic Model for the Hydro … - ACS Publications - PDF Free Download », sur datapdf.com (consulté le )
- (en) Chang Samuel Hsu et Paul R. Robinson, Practical Advances in Petroleum Processing, Springer Science & Business Media, (ISBN 978-0-387-25789-1, lire en ligne)
- (en) « Getting the most from your propane-propylene (PP) splitter unit », sur aggreko.com (consulté le ).
- « Kashima Refinery - A Barrel Full », sur abarrelfull.wikidot.com (consulté le ).
- (en) https://www.datamintelligence.com, DataM Intelligence, « Flue Gas Treatment Systems Market Size Share Growth Opportunities and Forecast 2022 », sur datamintelligence.com (consulté le ).
- (en) Krohne Messtechnik GmbH, « Merox treatment in the oil & gas industry », sur krohne.com (consulté le ).
- (en) « Merox », sur mckinseyenergyinsights.com (consulté le ).
- « Butamer process », sur TheFreeDictionary.com (consulté le )
- (en) TechStar, « Refining - Butamer Process », sur info.techstar.com (consulté le )
- (en) « UOP BUTAMER », sur pdfcoffee.com (consulté le )
- (en-US) admin, « Sulfur Recovery Unit », sur OilGasPedia, (consulté le )
- (en) « PCC Modular - Oil Refinery Equipment & Gas Processing Plant Design/Engineering », sur Peiyang Chemical Equipment Co., Ltd. (consulté le )
- (en) « Overview of Hydrogen Plant Process », sur emerson.com, (consulté le )
- (en) « Polypropylene - Ineos Polymers », sur ineos.com (consulté le ).
- « Gas Plants », sur setlab.com (consulté le )
- (en) « Gas plant », sur mckinseyenergyinsights.com (consulté le )