Tournage mécanique
Le tournage consiste à réaliser des pièces dont les formes sont issues d'une révolution d'un profil autour d'un axe, créant un volume tel un cylindre, un cône, un tore, ou des formes plus complexes : toupie, bol, quille etc. Le repoussage et le fluotournage permettent de donner forme à une feuille métallique plane, le flan, ou à une motte de terre par déformation plastique, sans enlèvement de matière. Le tournage mécanique, procédé d'usinage, réalise les pièces par enlèvement de matière à partir d'un brut, volume de départ dans lequel on souhaite façonner la pièce finale. Le profil est obtenu par le déplacement d'outils tranchants sur un plan virtuel XZ, l'axe Z étant l'axe de révolution. On nomme tour une machine utilisant ce procédé. À la différence d'une perceuse ou d'une fraiseuse, où les outils sont en rotation, sur un tour, c'est la pièce usinée qui tourne.
Pour générer un mouvement de coupe, un moteur, généralement électrique, entraîne en rotation une broche sur laquelle un dispositif de serrage (mandrin, pince..) assure le maintien du "brut" lors de l'usinage. Pour le tournage sur bois artisanal, l'outil tranchant est généralement tenu à la main. Pour le tournage des métaux, des chariots rigides permettent de déplacer les outils coupants sur les axes X et Z pour les amener au contact du brut, créant le mouvement d'avance. Cette combinaison de mouvements permet l'enlèvement de matière sous forme de copeaux. Il est également possible de percer sur un tour, même si ce n'est pas sa fonction première.

Un tour permet de fabriquer principalement des pièces de révolution même si certaines machines peuvent réaliser des formes très complexes (tours de décolletage).
Ces pièces peuvent être :
- métalliques ou en parallèle plastique (tour mécanique) ;
- en bois (tour à bois) ;
- en terre (tour vertical de potier).
Les tours à bois et mécaniques conventionnels laissent aujourd'hui de plus en plus la place à des tours à commande numérique, entièrement automatisés. Ces tours peuvent aisément réaliser des opérations complexes de type fraisage, polygonage, perçages radiaux, etc. La programmation de commande numérique est effectuée par des instructions. Dans l'industrie les ouvriers tourneurs sont souvent aussi chargés du fraisage. On les appelle alors les tourneurs-fraiseurs.
 Tour à commande numérique
Tour à commande numérique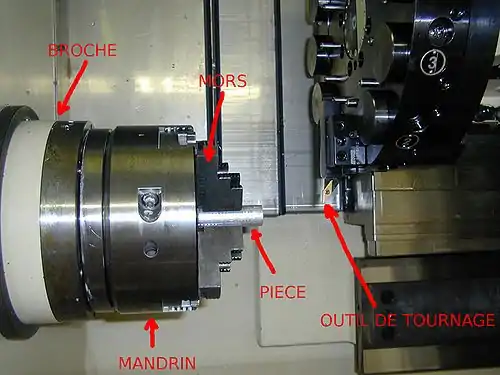 Tournage à commande numérique
Tournage à commande numérique
Les différents types d'opérations
Tournage extérieur
- chariotage
- tournage longitudinal (axe z), réalisation d'un cylindre
- dressage
- tournage transversal (axe x), réalisation d'une face, d'un épaulement
- contournage
- ou tournage par profilage, réalisé par copiage ou utilisation d'une commande numérique
- tournage de gorges, dégagements ;
- filetage
- réalisation d'un pas de vis ;
- tronçonnage
- découpe de la pièce
Tournage intérieur
Tournage de pièces métalliques
Le chariotage d'une pièce métallique brute en tournage conventionnel se fait typiquement en cinq opérations :
- Écroûtage du brut : on enlève la couche extérieure, qui a un mauvais état de surface et contient de nombreux défauts (calamine, corrosion, fissures, inclusions, écrouissage important, …) ; il s'agit d'une passe d'environ 0,5 à 1 mm.
- Contrôle du diamètre obtenu (au pied à coulisse voire au micromètre), ce qui permet de déterminer combien il faut enlever de matière pour arriver à la cote visée.
- Passes d'ébauche d'une profondeur de plusieurs mm, pour enlever la matière.
- Contrôle du diamètre avant finition.
- Passe de finition, d'une profondeur inférieure à 0,5 mm mais supérieure au copeau minimum, afin d'avoir une bonne tolérance dimensionnelle et un bon état de surface.
Si l'on doit réaliser un épaulement, on chariote en laissant une surépaisseur de 0,5 mm ; celle-ci est enlevée en dégageant l'outil lors de la passe de finition. On assure ainsi la planéité et la perpendicularité de la surface par rapport à l'axe, puisque la surface finale est réalisée en une seule passe.
Matériaux utilisés pour les outils
- L'acier rapide (HSS - High Speed Steel), qui est un acier fortement allié, est très employé pour la production d'outils de coupe. Les caractéristiques qui le rendent intéressant sont sa dureté d'environ 65 HRc et sa ténacité qui lui confère une bonne longévité.
- les métalliques. Rentrent dans cette catégorie les alliages composés de tungstène (60-90 %), titane et tantale (1-35 %) et de cobalt ou nickel (5-15 %), ainsi que d'autre matières en plus faibles quantités comme le molybdène ou le vanadium. La fabrication du métal dur est réalisée par frittage, on en fait généralement des plaquettes que l'on fixe sur le corps de l'outil par brasage, avec une vis ou aussi par bridage. Certains outils de petites dimensions sont fabriqués entièrement en métal dur.
Revêtements
Souvent, les outils en acier rapide ou en métal dur sont revêtus d'une ou plusieurs couches, ils possèdent une durée de vie plus longue et permettent une augmentation des vitesses d'usinage et un état de surface meilleur. Les différents types de revêtement sont :
- Le nitrure de titane (TiN), matériau standard.
- Le carbonitrure de titane (TiCN), grande dureté, bonne résistance à l'abrasion.
- L'oxyde d'aluminium (Al2O3) et nitrure de silicium (Si3N4), appartiennent à la classe des céramiques ; ce sont deux matériaux de base auxquels on peut additionner différentes matières en fonction des caractéristiques recherchées : dioxyde de zirconium (ZrO2), carbure de titane (TiC) ou du carbure de silicium (SiC).
- Le diamant utilisé pour l'usinage de métaux non ferreux et de non-métaux abrasifs tels que : carbone ou céramique.
- Le nitrure de bore utilisé pour l'usinage de métaux ferreux trempés.
Conditions de coupe
Vitesse de coupe
En tournage, la vitesse de coupe est la vitesse relative de l'outil par rapport à la pièce. Il s'agit donc de la vitesse tangentielle au point de la pièce coïncidente avec la pointe de l'outil. Cette vitesse qui s'exprime toujours en mètres par minute (m/min) se calcule ainsi:

avec:
- : vitesse de coupe en m/min
- d : diamètre en mm au point d'usinage
- N : vitesse de rotation de la pièce en tours par minute

En permutant les termes de la formule précédente, on obtient :

Et c'est cette vitesse de rotation que l'on règle sur la machine. Il faut donc connaître dont la valeur est le plus souvent issue de méthodes empiriques. Certains organismes, comme le CETIM pour l'industrie mécanique, ont établi des tableaux de référence.

La vitesse de coupe est déterminée en fonction de différents facteurs:
- de la matière à usiner : en général plus elle est tendre et plus la vitesse est élevée
- de la matière de l'outil de coupe
- de la géométrie de l'outil de coupe
- du type d'usinage: ébauche, finition, filetage, etc
- du lubrifiant, qui permet une augmentation de la vitesse
- de la qualité du tour : plus il est rigide, plus il supportera des vitesses élevées
Avance
En tournage, l'avance est la vitesse avec laquelle progresse l'outil suivant l'axe de rotation pendant une révolution de la pièce, cette vitesse est déterminée expérimentalement en fonction des critères précédemment cités. Cela correspond, en première approximation à l'épaisseur du copeau. On règle l'avance directement sur la machine.
À ne pas confondre avec la formule de calcul de l'avance en fraisage, qui est:

Vf = avance en mm/min
fz = avance par dent en mm/(dent.tour)
Z = nombre de dents de la fraise
N = fréquence de rotation réglée sur la machine en tr/min
En tournage, si on veut calculer la vitesse d'avance de l'outil, on applique cette formule :

f = avance en mm/tour
N = fréquence de rotation réglée sur la machine en tr/min
Puissance nécessaire
Un tour ne dispose pas d'une puissance illimitée : celle-ci lui est fournie par voie électrique. Lors de l'usinage d'une pièce, il est impératif de s'assurer que la machine est capable de réaliser l'opération demandée, sans quoi on risque d'abîmer, l'outil, le tour, ou la pièce à usiner.
On définit pour cela le débit de tournage, quantité de matière enlevée par l'outil dans un temps donné. Ce débit QT s'exprime comme :
(en cm3/min)

Avec :
- f : l'avance (en mm/tour)
- ap : la profondeur de passe (en mm)
- Vc : la vitesse de coupe (en m/min)
Grâce à ce débit, on exprime la puissance nécessaire à la passe demandée :
(en watts)

Avec kc la pression de coupe, ou effort spécifique de coupe, en newtons par millimètre carré (N/mm²)
La puissance de fonctionnement, et la puissance max (ou "en pointe") sont données par le constructeur du tour, l'ajustement de la profondeur de passe permettra de diminuer la puissance nécessaire à l'étape demandée, sans jouer sur la vitesse de coupe ni sur l'avance, critères primordiaux à la bonne réalisation de la pièce.
Formations
En France, il existe différentes formations proposant l'apprentissage du tournage :
En lycée professionnel:
- Le brevet d'études professionnelles: BEP MPMI (Métiers de la production mécanique informatisée)
- Le baccalauréat professionnel BAC PRO TU (Technicien d'Usinage)
- Le baccalauréat professionnel BAC PRO TO (Technicien Outilleur)
- Le baccalauréat professionnel BAC PRO MICRO (microtechnologie)
En lycée: (niveau bac +2)
- Le brevet de technicien supérieur: BTS CPRP (Conception des Processus de Réalisation de Produit)
- Le brevet de technicien supérieur: BTS ERO (Etudes et Réalisations d'Outillage)
En université: (niveau bac +2)
De nombreux masters et écoles d'ingénieurs proposent des formations qui intègrent les procédés d'usinage dans leurs cours (Polytech, INSA, ICAM, Arts et Métiers Paristech, ENI, ENS, UTs, ISAT, Ecoles CENTRALE, ESPCI ParisTech, SIGMA (ex-IFMA),SeaTech, Master GSI, etc.).
Nota: Prenant la suite du baccalauréat option F1 (de 1971 à ), le baccalauréat option G.M.P (Génie Mécanique et Productique) assuraient en classe de première et terminale de lycée une formation pratique et théorique de bon niveau en usinage conventionnel et commande numérique (tournage et fraisage principalement). Il préparait à des formations post-bac de type prépa ingénieur, DUT GMP ou BTS divers. Trop coûteux (utilisation de matériel industriel, travail en petit groupe pour des raisons de sécurité), ce baccalauréat est supprimé en .
Sécurité des machines et prévention des risques professionnels
Les tours sont des machines. Les machines peuvent, si aucune mesure de prévention n’est prise, présenter des risques pour les opérateurs et tierces personnes amenés à les côtoyer. Dans l’Union Européenne, d’un point de vue réglementaire, leur conception et leur utilisation doivent être conformes, entre autres :
- à la directive "Machines" 2006/42/CE[1] pour la conception,
- à la directive 2009/104/CE[2] qui s’adresse aux utilisateurs de machines.
Conception des machines destinées au marché européen
Conformément aux dispositions de la Directive européenne Machines 2006/42/CE, les fabricants doivent réduire les risques dès la conception et respecter les Exigences Essentielles de Santé et de Sécurité listées dans son Annexe I.
Pour les aider dans leur démarche, les fabricants pourront s’appuyer sur la norme ISO 12100[3] qui décrit les principes généraux de conception des machines ainsi que sur les brochures INRS ED6122[4] « Sécurité des équipements de travail. Prévention des risques mécaniques » ED6310[5] « Sécurité des machines. Principes de conception des systèmes de commande ».
Utilisation des machines sur le territoire européen
Afin de préserver la santé et la sécurité des travailleurs, l’employeur doit s’assurer que les machines sont sûres et conformes et que leur utilisation n’expose pas les salariés à des risques, et ceci dans toutes leurs phases de vie.
A cet effet, il doit réaliser l’évaluation des risques liés à la machine dont les résultats seront transcrits dans le Document unique d’évaluation des risques.
De plus, l’employeur a l’obligation de maintenir la machine en état de conformité (article 4.2 de la directive européenne 2009/104/CE).
Des conseils pratiques sur l'utilisation des tours sont disponibles sur la brochure INRS ED912[6]. Une aide-mémoire technique INRS ED6243[7] présente comment travailler en sécurité lors des opérations de toilage sur tours horizontaux.
Voir aussi
Articles connexes
Liens externes
- Dossier web INRS "Conception des machines"
- Dossier web INRS "Utilisation des machines"
Notes et références
- Parlement européen, Conseil de l'Union européenne, « Directive "Machines" 2006/42/CE »
 [PDF], sur EUR-Lex
[PDF], sur EUR-Lex - Parlement européen, Conseil de l’Union européenne, « Directive 2009/104/CE » [PDF], sur EUR-Lex
- ISO, Norme ISO 12100 « Sécurité des machines – Principes généraux de conception – Appréciation du risque et réduction du risque », AFNOR (lire en ligne)
- INRS, « ED6122 « Sécurité des équipements de travail – Prévention des risques mécaniques » » [PDF], sur Institut National de Recherche et de Sécurité
- INRS, « ED6310 « Sécurité des machines. Principes de conception des systèmes de commande » », sur Institut National de Recherche et de Sécurité
- INRS, « Le tour » [PDF], sur Institut National de Recherche et de Sécurité
- INRS, « Toilage sur tours horizontaux - Comment travailler en sécurité » [PDF], sur Institut National de Recherche et de Sécurité