Soudage TIG
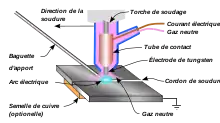
Le soudage TIG est un procédé de soudage à l'arc avec une électrode non fusible, en présence d'un métal d'apport si besoin. TIG est un acronyme de Tungsten Inert Gas, où Tungsten (Tungstène) désigne l'électrode et Inert Gas (Gaz inerte) le type de gaz plasmagène utilisé. L'arc électrique se crée entre l'électrode et la pièce à souder qui est protégée par un gaz ou un mélange de gaz rares tels que l'argon et l'hélium. De fait, l’arc électrique remplace la flamme du chalumeau traditionnel. La soudure à l’arc s’appuie sur l’élévation de la température des pièces à assembler jusqu'au point de fusion grâce au passage d’un courant électrique alternatif ou continu[1].

Le soudage s'effectue le plus souvent en polarité directe (pôle - du générateur relié à l'électrode) pour les métaux et alliages (aciers, inox, cuivreux, titane, nickel...) sauf dans le cas des alliages légers d'aluminium ou du magnésium, où l'on soude en polarité alternée. Il n'est pas possible de souder en polarité inverse (pôle + relié à l'électrode) car cela détruirait cette électrode en la faisant fondre.
Domaines d'applications concernés
La soudure TIG est une soudure de qualité, grâce à la production d'un arc stable, qui permet de souder les faibles épaisseurs. Elle nécessite une dextérité particulière du soudeur[2].
Les domaines d'application les plus courants sont :
- L'aéronautique
- L'automobile
- La tuyauterie industrielle
- L'agro-alimentaire
- La pétrochimie
- Le pharmaceutique
- Le naval
Générateurs et méthodes d'amorçage
L'arc électrique permet d'élever la température autour de 3 600 °C, quand la température de fusion du métal à souder se situe à une valeur nettement inférieure (vers 1 740 °C pour l'acier).
Les générateurs utilisés sont des générateurs dont la courbe tension-intensité est de type plongeante, c'est-à-dire que pour une variation de tension dans une plage donnée, l'intensité va peu varier. Ces générateurs peuvent également s'employer pour le soudage à l'électrode enrobée.
Il existe 3 façons d'amorcer l'arc :
- Par contact (lift-arc) : le soudeur va faire entrer en contact l'électrode avec la pièce à souder puis va éloigner l'électrode afin de « tirer » un arc électrique. Cette méthode peut être utilisée avec tous les générateurs de soudage mais peut créer une inclusion de tungstène. Cette méthode s'emploie uniquement dans des endroits où la HF (haute fréquence) est interdite.
- Par hautes fréquences : le générateur va créer un arc électrique de faible intensité en appliquant une haute tension (env. 1 000 V) à une très haute fréquence (env. 1 000 000 Hz) entre l'électrode et la pièce. L'ionisation de l'air entre pièce et électrode va permettre la création d'un arc de soudage de forte intensité malgré une tension modeste (environ 20-30 V). Cette méthode d'amorçage a pour inconvénient d'engendrer une pollution électromagnétique de l'environnement immédiat.
- Par court-circuit (grattage manuel) : L'arc s'amorce en grattant l’électrode sur le matériau. Il est conseillé d'amorcer sur un cuivre afin d'éviter d’abîmer le tungstène et de contaminer la soudure.
Électrodes utilisées

Les électrodes employées sont majoritairement constituées de tungstène (W) à plus de 99 % en masse auquel on ajoute des oxydes métalliques pour augmenter l'émissivité électronique de l'électrode et donc le rendement. Ces oxydes sont ceux du thorium (ThO2), du cérium (CeO2), du lanthane (La2O3), du zirconium (ZrO2) ou d'yttrium (Y2O3) finement dispersés dans la phase W. Pour le soudage de l'aluminium, on trouve également des électrodes en tungstène pur.
Étant donné la radioactivité naturelle du thorium, il est probable que, dans le futur, celui-ci disparaîtra du marché en Europe Occidentale. Une électrode de tungstène à 2 % de ThO2 a une activité de 1,3 × 106 Bq kg–1, une électrode avec 2 % de CeO2 descend à 56 Bq kg–1. D'ores et déjà, certaines législations (Belgique, Pays-Bas, etc.) requièrent de traiter les restes d'électrodes et la poussière d'affûtage comme des déchets légèrement radioactifs.
La couleur de l'anneau ceignant l'électrode renseigne sur la quantité et la nature d'élément d'addition présent suivant la norme ISO 6848. Un code alphanumérique indique aussi la teneur en oxyde. Par exemple, WTh20 désigne une électrode de W avec 2 % de ThO2. Le diamètre d'électrode est compris entre 0,25 et 10,0 mm (0,25 - 0,30 - 0,50 - 1,0 - 1,6 - 2,0 - 2,4 - 2,5 - 3,2 - 4,0 - 4,8 - 5,0 - 6,0 - 6,4 - 8,0 - 10,0). Les longueurs courantes sont 50 - 75 - 150 - 175 - 300 - 450 - 600 mm.
Pour éviter une usure trop rapide des électrodes lors de l'affûtage manuel, la plupart des fournisseurs de matériel de soudage vendent aussi de petites meules transportables qui garantissent un angle constant avec le minimum de perte de matière. Les électrodes sont affûtées de sorte que les stries d'affûtage soient orientées de la pièce vers l'électrode.
Gaz de soudage
Dans la majorité des cas le gaz employé est de l'argon (utilisé en UE). Ce gaz neutre permet d'éviter l'oxydation instantanée lors de la fusion du métal soudé. Il est aussi influent sur la création de l'arc à l'amorçage (plus facile sous argon car sa tension d'ionisation est plus faible que celle de l'hélium), la forme du cordon, la vitesse de soudage (les vitesses élevées sont plutôt réservées aux mélanges majoritaires en hélium). Cependant, aux États-Unis les gisements d'hélium étant plus abondant ce gaz est donc plus utilisé. Bien qu'il rende l'amorçage plus difficile l'hélium élève la tension d'arc et par conséquent permet une pénétration et une vitesse de soudage plus importante.
Pour les aciers inoxydables austénitiques, l'utilisation de mélanges binaires argon + hydrogène améliore la productivité en augmentant la pénétration et les vitesses de soudage.
Métal d'apport
Le métal d'apport est constitué d'une tige de diamètre variable dont la composition se rapproche du métal que l'on soude. Comme son nom l'indique, ce métal fusionne avec l'arc et constitue un ajout de matière lors de la formation du cordon de soudure. Les métaux d'apport les plus utilisés sont :
- ER5356 ou S Al 5356 pour l'aluminium
- ER316L ou W 19 12 3 L pour les aciers inoxydables austénitiques
- ER70S-3 ou W 42 5 W3Si1 pour les aciers au carbones courants
- TA6V pour le titane
Défauts rencontrés
- Inclusions de tungstène liés à la dextérité du soudeur cf.Équipe de soudeurs
- Porosités (manque de protection gazeuse)
- Collages et manques de pénétration
- Excès de pénétrations
- Oxydation si mauvaise protection gazeuse, notamment à l'envers des soudures à pleine pénétration ("rochage")
- Morsures (caniveaux localisés)
- Caniveaux (puissance de soudage trop élevée par rapport à l'épaisseur de la pièce à souder)
- Concavité ou convexité (manque de matière fondue ou excès de matière fondue)
- Défaut angulaire
- Défaut d'alignement
Qualité du soudage TIG
La qualité visuelle d'une soudure TIG est excellente, le procédé convient à tous les métaux. Noter qu'un gaz de protection envers (cas du soudage d'acier inox) voire une boîte à gants ou un traînard (cas du soudage du titane) peuvent être nécessaires. La compacité de la torche permet de souder dans des endroits difficilement accessibles pour d'autres procédés.
Automatisation du soudage TIG
Le procédé nécessite une bonne dextérité du soudeur (pour certains assemblages l'électrode est à 0,25 mm de la pièce). Néanmoins il existe des installations semi-automatiques où l'apport de métal est réalisé par un dispositif annexe. Le métal d'apport sous forme de bobine (bobine au même format que celles utilisées en Soudage MIG-MAG) est amené à travers une gaine, puis une canne qui le présente devant l'électrode. Différents systèmes existent permettant de reproduire l'amenée du fil manuelle par un mouvement de cadençage. Le TIG peut également être complètement automatisé au travers d'installations robotisées.
Variantes du procédé pour soudure sur tubes

- Soudage TIG orbital : c'est un cas où le soudage s'automatise très facilement. En effet, la torche est mobile et la pièce fixe, ce procédé est particulièrement bien adapté au soudage des tubes. La soudure « en position » en est aussi grandement facilitée.
Pour la soudure TIG automatisée orbitale pour tuyauterie d'acier inoxydable, plusieurs facteurs influent sur la répétitivité. On pourrait nommer : la forme que l'on donne au tungstène, la pression du gaz de purge à l'intérieur de la tuyauterie, la pureté du gaz de purge, la préparation des surfaces lors de la coupe, etc. Comme pour toute soudure ou brasure, la préparation des surfaces est primordiale pour obtenir une soudure de qualité. Les pièces (tuyaux ou tubes) destinées à être jointes doivent être coupées très droites et la propreté est essentielle. Habituellement les surfaces à être soudées sont préalablement nettoyées avec de l'acétone ce qui réduit sensiblement la possibilité d'avoir de la décoloration.

Ce type de soudure est utilisé pour les tubulures des gaz purs de l'industrie des semi-conducteurs, pour l'eau pure (eau pour injection, par exemple) de l'industrie pharmaceutique et aussi dans l'industrie nucléaire. De plus en plus, même l'industrie alimentaire se tourne vers ce type de soudage relativement peu coûteux et qui donne d'excellents résultats.
Le gaz de purge (argon) peut être mélangé avec de l'hydrogène (5 ou 10 %) pour obtenir deux résultats distincts qui dépendent de but recherché. Lorsque l'on veut réduire la zone affectée par la chaleur (heat affected zone ou HAZ), l'apport d'hydrogène permet de réduire d'environ 25 % la quantité d'énergie requise parce que l'hydrogène a la propriété de concentrer le faisceau d'électrons émanant du tungstène et ainsi de réduire la largeur du cordon de soudure. La surface fusionnée est moindre.
L'autre possibilité lors de l'ajout d'hydrogène est simplement de conserver le même apport d'énergie que l'on utiliserait avec de l'argon à 100 % et d'augmenter la vitesse de rotation du même 25 % que ci haut. Ceci est évidemment un excellent gain de productivité.
Variante
- Soudage ATIG : Ce procédé est une variante du soudage TIG dans laquelle un flux tensio-actif est ajouté sur le joint avant soudage. Ce flux modifie la convection dans le bain de fusion et permet d'atteindre de plus grandes profondeurs de pénétration pour un même apport calorifique.
Notes et références
- « Wiki for home-Soudure TIG » (consulté le )
- Air Liquide WELDING, « Présentation du procédé de soudage TIG », (consulté le )