Six Sigma
Six Sigma ou 6 Sigma est une marque déposée de Motorola désignant une méthode structurée de management visant à une amélioration de la qualité et de l'efficacité des processus. La méthode a d’abord été appliquée à des processus industriels avant d’être élargie à tous les types de processus, notamment administratifs, logistiques, commerciaux et d'économie d'énergie. Au début des années 2000, elle connaît un essor en raison de la complexité des organisations et de l'internationalisation des processus qui impose une vision mondiale des problèmes.
La méthode Six Sigma repose à la fois sur des enquêtes (la voix du client) et sur des données mesurables et fiables (les indicateurs). Elle est utilisée pour réduire la variabilité dans les processus de production et les produits de façon à améliorer la qualité globale des produits et des services.
Histoire
L’histoire de Six Sigma débute en 1986 chez Motorola, qui cherche à mettre en place une méthode pour améliorer ses processus de fabrication et la qualité de ses produits de façon à mieux satisfaire ses clients. La méthode devient célèbre dans les années 1990 après que General Electric eut décidé de l’appliquer et de l’améliorer. Sa vogue viendra de l'annonce des économies réalisées par cette société[1].
Origine de l'appellation
En statistiques, la lettre grecque sigma σ désigne l'écart type ; « Six Sigma » signifie donc « six fois l'écart type ». L'écart type pouvant être assimilé à la dispersion d'un processus, on parle aussi d'étendue comme paramètre de dispersion : l'étendue R (range en anglais) est la différence entre la valeur maxi et la valeur mini d'un échantillon. Au sens mathématique, l'écart type est la racine carrée de la variance.
La méthode consiste à faire en sorte que tous les éléments issus d'un processus soient compris dans un intervalle s'éloignant au maximum de six sigma par rapport à la moyenne générale des éléments issus de ce processus. En réduisant la variabilité des produits du processus, on réduit le risque de voir le produit (ou service) rejeté par son destinataire car en dehors de ses attentes ou spécifications. Le principe vise donc à travailler sur le processus afin que seuls des produits conformes aux exigences soient livrés : produire juste dès la première fois en éliminant les coûts liés aux retouches, recyclage, mise au rebut et risque de vente d'un produit non conforme[1].
Concept
Un processus industriel ou un service comprend un certain nombre de tâches répétitives, l'exemple le plus simple étant la production d'une pièce en grande série. Une pièce ou une prestation est conforme si elle respecte un certain nombre de critères, mais les pièces ou les services ne sauraient être strictement identiques. L’esprit Six Sigma consiste à améliorer le processus pour que ces produits soient tous bons, il ne s’agit pas de contrôler les produits, mais bien d’être sûr que le processus soit fiable[2].
Le concept s’applique non seulement à la production, mais aussi à la logistique, au développement. Cependant, l'exemple de la société 3M montre que la méthode s'applique plutôt aux tâches de production qu'aux travaux de recherche où la créativité est nécessaire[3]… il suffit d’avoir un processus dont les performances sont mesurables[2].
En pratique la limite de 6σ est difficilement atteignable, mais certaines entreprises peuvent rechercher le 4σ ou 3σ, comme dans l’aéronautique.
Exemple
Prenons le cas d'une pièce mécanique dont la longueur nominale est L. La pièce est utilisable si la longueur est comprise entre L-ΔL et L+ΔL (2ΔL = IT est l'intervalle de tolérance). Le processus de production, lui, produit des pièces dont la longueur varie, la longueur moyenne est L, et avec un écart type σ (on suppose que cette longueur suit une loi normale).
En général, le processus est réglé afin que l'on ait σ = ΔL/3 (σ = IT/6) ; on écrit en général plutôt ΔL = 3×σ (IT = 6σ), mais c'est bien ΔL qui est une contrainte (la pièce est utilisable ou non) et σ qui est ajusté (les machines sont plus ou moins bien réglées). Ceci conduit à un taux de rebut de 0,27 %, soit 2 700 pièces au rebut pour une production d'un million de pièces.
Si l'on améliore le processus et que l'on diminue σ jusqu'à avoir ΔL = 6×σ (σ = IT/12), on aura un taux de rebut de 2×10-9 (0,0000002 %), soit deux pièces au rebut pour un milliard de pièces produites.
On se situe donc avec 12σ bien au-delà du taux de rebut de 3,4 pièces défectueuses pour un million de pièces produites, qui est la valeur couramment admise pour une approche « Six Sigma ». En fait, l'approche « Six SIGMA » tient compte d'une déviation de la moyenne de 1,5 σ. Pour un processus qui suivrait parfaitement une loi normale, il « suffirait » de rester dans un intervalle de + ou - 4,5 fois l'écart type. Pour retrouver l'objectif d'un taux de rebut de 3,4 pour un million maximum, il suffit d'appliquer les formules à 4,5 σ (6 σ - 1,5 σ) sur un seul côté de la gaussienne. Il faudrait en fait rajouter la valeur à 7,5 σ (6 σ + 1,5 σ) pour tenir compte de l'autre côté de la gaussienne, mais ces valeurs très faibles sont négligeables.
Méthode Six Sigma
Principes
Six Sigma repose sur les notions de client, processus et mesure ; il s'appuie en particulier sur :
- les attentes mesurables du client (CTQ - Critical To Quality) ;
- des mesures fiables mesurant la performance du processus métier de l'entreprise par rapport à ces attentes ;
- des outils statistiques pour analyser les causes sources influant sur la performance ;
- des solutions attaquant ces causes sources ;
- des outils pour contrôler que les solutions ont bien l'impact escompté sur la performance.
 Principe DMAIC
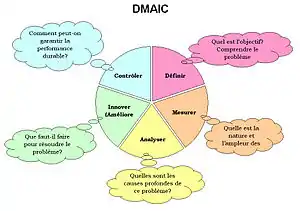
Principe DMAIC
La méthode se base ainsi sur cinq étapes qui se contractent dans l’acronyme « DMAIC » : Define, Measure, Analyse, Improve, Control soit « Définir, mesurer, analyser, améliorer, maîtriser »[2].
Chaque étape possède des outils différents qui sont regroupés dans une démarche cohérente. Typiquement, la gamme d'outils utilisés dans chacune des phases est (cette liste n'est pas exhaustive) :
- Définir : définir le projet, le processus à améliorer, identifier les gains opérationnels et financiers, comprendre les attentes des clients (voix du client) et les CTQ appelés aussi Yi, cartographier le processus (SIPOC) (Supplier Input Process Output Customer), identifier les facteurs influents du processus (appelés Xi)
- Mesurer : mettre sous monitoring le processus pour mesurer simultanément les Yi et XI, diagrammes d'Ishikawa… après s'être assuré de la capabilité des processus de mesure (R&R, kappa)
- Analyser : réaliser une analyse de données pour identifier les facteurs Xi les plus influents sur les Yi (réponses) cartographie détaillée des processus (par exemple, analyse de la valeur ajoutée), tests d'hypothèses (ANOVA, χ², tests de variances…), plans d'expérience…
- Améliorer : trouver des actions d'améliorations relativement aux Xi les plus influentes en utilisant des outils tels que plans d'expérience, AMDEC, poka yoke…
- Maîtriser :mettre en place des outils de pilotage du processus tels que MSP…
Les objectifs pour l'entreprise sont de se doter d'actions mesurables et efficaces, de satisfaire ses clients, d'impliquer les équipes et bien souvent d'améliorer son image.
Lorsqu'un processus ne peut être amélioré alors qu'il ne répond plus aux attentes du client, Six Sigma se décline aussi en méthodes de création de nouveaux processus ou de nouveaux produits sous le nom de DFSS (Design For Six Sigma). Cette autre méthode se décompose aussi en 5 étapes qui se contractent en DMADV pour « définir, mesurer, analyser, développer (design en anglais) et vérifier ».
Six Sigma et la conduite du changement
Au-delà de la méthode, la réussite d'un programme de Six Sigma doit s'appuyer sur une profonde conduite du changement. Souvent, par facilité ou pour gagner du temps, les entreprises tendent à mettre en place des solutions toutes faites qui répondent selon elles à des problèmes (exemple : je mets en place un ERP type SAP, car je n'arrive pas à contrôler mes coûts de manière exacte). Avec la méthode Six Sigma, l'objectif est de bien cerner le problème, à travers des analyses de processus ou de mesures (ex : les mesures indiquent une mauvaise comptabilisation des dépenses durant les périodes de vacances ou les périodes de pic, car des stagiaires formés trop rapidement prennent la relève de personnel en place durant ces périodes). Une fois le problème bien identifié, la solution est souvent à portée de main (mieux anticiper les pics et vacances, mieux former les stagiaires, avoir un contrôle renforcé sur les saisies des stagiaires, limiter les saisies des stagiaires sur des opérations simples et faciles à contrôler, etc.). Si nous prenons l'exemple précédent, la mise en place d'un ERP n'aurait sans doute pas résolu le problème et aurait coûté très cher, à la différence du deuxième type de solution.
Néanmoins, cette démarche va souvent à l'encontre des habitudes de la société, d'où un accompagnement indispensable pour éviter d'aller au-devant d'un blocage ou d'un enlisement.
Le soutien de la direction est indispensable sous peine de se retrouver avec une initiative de courte durée (fad en anglais). Des projets courts, montrant des résultats concrets combinés à des projets plus longs procurant des bénéfices à plus long terme, permettent de soutenir ce type d'initiative.
Acteurs du Six Sigma
La méthode Six Sigma concerne toutes les strates d'une organisation et s'appuie sur plusieurs ressources humaines qui lui sont propres. L'image communément admise est celle d'une pyramide de fonctions de savoir-faire croissants :
- Le White Belt (« ceinture blanche ») ; première étape pour comprendre le Lean et la méthode Six Sigma.
- Le Yellow Belt (« ceinture jaune ») ; sensibilisé aux problématiques Six Sigma, il apporte son concours à la réalisation d'un projet d'amélioration sous la conduite des niveaux supérieurs.
- Le Green Belt (« ceinture verte »), dont on attend qu'il consacre partiellement son temps (souvent autour de 25 %) à la conduite de projets d'amélioration.
- Le Black Belt (« ceinture noire »), chef d'équipe qui se consacre à plein temps à l'amélioration (conduite de projets, formation des Green Belts voire d'autres Black Belts) et doit maîtriser la méthode dans son ensemble. Il est plus spécialisé soit en DMAIC, soit en DFSS.
- Le Master Black Belt, mentor et formateur de Black Belts, garant du respect de la démarche, encadre les Black Belts.
- Le Deployment Leader ou Champion (en France, « directeur du déploiement » ou plus souvent « directeur du système d'excellence »), chargé d'élaborer la stratégie, le contenu de la formation, les budgets, etc.
Ces acteurs du Six Sigma ont leurs propres règles de certification, avec des examens, des académies, des séminaires professionnels, des rites de passage. Néanmoins, on peut citer la certification de l'American Society for Quality (ASQ) qui bénéficie d'une reconnaissance internationale, l'IASSC (International Accreditation for Six Sigma Certification) ainsi que le CSSC (Council for Six Sigma Certification).
Lean Six sigma (LSS)
Une autre méthode est de plus en plus associée au Six Sigma, le Lean (de l'anglais lean signifiant maigre , sans gras) (outils comme Value Stream Mapping, Takt time). Le Lean 6 Sigma prend de plus en plus le pas sur le « pur » Six Sigma.
Concrètement, le Lean Six Sigma est la rencontre entre deux méthodes d'amélioration en continu destinées à accroître la performance de l'entreprise.
Alors que le Six Sigma va venir réduire les variations observées sur le produit, le Lean va se concentrer sur le processus de production et sur l'élimination de tout ce qui est superflu. En réduisant les temps de travail et les temps d'attente, le processus va gagner en efficacité. Dans certaines industries, le temps d'attente est un facteur important pour le client (CTQ)[4].
Le Six Sigma et le Lean Manufacturing restent distincts. Le Lean Manufacturing permet de construire un système de production basé sur une philosophie et des outils intégrés. Le Six Sigma est la maîtrise d'un procédé. L'utilisation d'outils lean dans le Six Sigma peut permettre d'atteindre un résultat, mais ne peut pas se substituer au Lean Manufacturing tel que compris dans l'industrie.
L'association des deux termes est, dans certains cas, considérée comme du marketing, car issue de deux méthodes éprouvées dans le temps et intrinsèquement suffisantes. D'autre part, on associe un outil (Six sigma) à un système (ensemble d'éléments dont des outils).
- Article court dédié : Lean Six Sigma.
Design for Six Sigma (DFSS)
Mise en œuvre d'une démarche qualité dès la conception de nouveaux processus. L'objectif est un produit ou un service répondant aux exigences du client. Les outils utilisés sont, par exemple, les matrices de KANO ou la maison de la qualité.
Formations et certifications
Les formations disponibles sur le marché ont pour objectif de permettre aux différents acteurs (cf plus haut) d'accroître leurs connaissances et d'obtenir des compétences. Il y a des formations courtes (2 à 3 jours) pour les Champions (ou Deployment Leaders) et des programmes plus longs (plusieurs sessions sur 3 à 6 mois) pour les Green Belts et les Black Belts. Les programmes de formation-action sont le meilleur moyen de lancer des projets Six Sigma dans les organisations. Les programmes de formation doivent répondre aux exigences de "savoir", "savoir faire" et "savoir être" définis dans la norme AFNOR NFX 06 091 « Démarches Lean, Six Sigma, Lean Six Sigma - Exigences des compétences des chefs de projets d'amélioration et des animateurs d'ateliers ». Ce qui conduit à des formations de durée entre 6 et 8 jours pour des Green Belt, entre 12 et 16 jours pour des Black Belt et ceci en plusieurs sessions espacées de quelques semaines pour application. La masse de connaissances à acquérir et leur applicabilité nécessitent la réalisation d'un projet concret issu de son entreprise[5].
Outils analytiques
- ARIS Six Sigma
- JMP
- Microsoft Visio
- Minitab
- Corico
- R (logiciel d'analyse statistique). Les logiciels libres : les fonctions statistiques et graphiques peuvent être utilisées pour des projets Six Sigma. En outre, certains paquets présents sur CRAN contiennent des outils spécifiques pour Six Sigma tels que SixSigma, qualityTools, qcc et IQCC.
- Software AG BPM Suite
- Statgraphics
- STATISTICA
Notes et références
- (en) The Council for Six Sigma Certification, Six Sigma: A Complete Step-by-Step Guide, , 829 p. (ISBN 978-1732592650, lire en ligne), p. 8, 25, 27,.
- Peyrucat 2003
- « Six Sigma 'killed' innovation in 3M | ZDNet », sur ZDNet (consulté le )
- Gillot 2010
- « Descriptif de la certification », sur certification.afnor.org, (consulté le )
Voir aussi
Bibliographie
- Jean-François Peyrucat, « Le Six Sigma, une démarche pour traquer les défauts du process », Mesures, no 753, , p. 20
- Sebastien Gillot, « La théorie du chaos appliquée aux banques », Agefi, no 3, , p. 20
- Sebastien Gillot, « Une simulation destinée à identifier les dysfonctionnements des processus bancaires », Agefi, no 4, , p. 40
Articles connexes
- Dorian Shainin et sa méthode
- Matrice de pugh
- Lean Six Sigma