Méthode osmonde
La méthode osmonde, parfois appelée procédé osmond[note 1] ou osmund, est un procédé historique d'affinage en une étape de la fonte brute en acier naturel. Elle permet de traiter la fonte des premiers hauts fourneaux européens, qui apparaissent en Suède au XIIe siècle, notamment à Lapphyttan[3]. Par métonymie, les osmonds désignent les boules de fer produites selon cette méthode, d'un poids calibré et commercialisées dans toute l'Europe, du XIIIe siècle jusqu'à 1620, quand leur exportation est interdite par le roi de Suède.

Éléments linguistiques
L'origine du mot est obscure, et il n'est pas certain qu'il ait désigné systématiquement un acier naturel, c'est-à-dire issu de l'affinage d'une fonte produite au haut fourneau. Cependant, le métal est caractérisé par une ductilité remarquable, ce qui implique une propreté métallurgique et un bas niveau en carbone peu compatibles avec une obtention au bas fourneau[4]. Lorsque le terme osmond qualifie objectivement la production avec un bas fourneau suédois, il s'agit d'une appellation exceptionnelle[5]. Des bas fourneaux osmond ont été ainsi présentés par des auteurs américains comme des stückofen spécialisés dans la réduction de fer des marais, mais ceux-ci précisent qu'ils n'ont « trouvé aucune mention d'aucun four portant ce nom et ayant été édifié et appelé par ce nom »[6].
Le fer osmond était exporté dans toute l'Europe au poids réglementé de 300 à 350 g[7] ou, selon d'autres sources, 1/24 de lispund (sv), soit 280 g[4]. Ces boules de fer ont été commercialisées sous le nom d'« osmonds ».
Histoire
Les osmonds apparaissent dans les premiers rapports douaniers anglais, par exemple en 1325[8]. Des unités de poids qui se réfèrent aux osmonds sont évoquées dans un accord commercial à Novgorod en 1203, ce qui impliquerait la production de fer osmond dès cette date[9].
À la fin du Moyen Âge, les osmonds sont forgés en barres à Danzig et à Lübeck par des martinets, et le fer exporté sous cette forme en Europe. Mais dans les années 1620, le roi de Suède Gustave II Adolphe interdit l'exportation de fer osmond sous la forme de boules, la transformation en barre représentant alors l’essentiel de la valeur ajoutée du produit. La commercialisation d'osmonds disparaît alors[10].
Tenace et ductile, le fer osmond est particulièrement adapté au tréfilage. Il a été également connu comme le « fer de Dantzig », d'où il était revendu dans toute l'Europe sous la forme de boules de fer, les « osmonds ». Il est alors importé en Grande-Bretagne par des marchands anglais qui y disposent d'un comptoir dès le XIVe siècle[11], ainsi que par la Hanse[12].
Le procédé de fer osmond est attesté dans le Pays de Galles à partir de 1567[13]. La méthode a été aussi utilisée dans le comté de La Marck, en Westphalie, et en Suisse[14]. En 1784, une description faite par l'ingénieur allemand Eversmann souligne la similarité de la méthode employée dans le Pays de Galles avec celle utilisée en Westphalie[13].
Procédé
Le fer osmond est produit à partir de fer des marais. Sa qualité, qui consiste en une bonne ténacité accompagnée d'une excellente ductilité, est indissociable de la qualité du minerai employé[12].
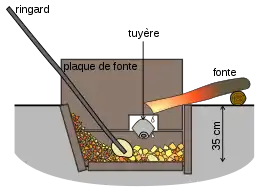
Vers 1840, le fer osmond est encore réputé un des meilleurs fers produits par les suédois. Le procédé s'avère bien adapté à l'affinage de la fonte truitée. Le foyer d'affinage est une fosse rectangulaire de dimensions moyennes (0,5 m de large et 0,35 m de profondeur[13]) lorsque la fonte est grise, il est plus large et moins profond que lorsqu'elle est blanche. Après avoir été brasqué, le foyer est rempli de charbon de bois et mis à feu. La combustion est attisée par une tuyère inclinée vers le bas. Lorsque le foyer est suffisamment chaud, la gueuse de fonte, d'environ 1 m de long, est amenée sur des rouleaux, perpendiculairement à la tuyère, et commence à fondre goutte à goutte. Le métal ruisselle ainsi jusqu'au fond du creuset en passant à travers les charbons incandescents. Les scories se séparent du métal et surnagent sur celui-ci, le protégeant de l'action du jet d'air. Mais le milieu reste suffisamment oxydant pour que la fonte s'y affine, au repos sous la couche de scories suroxydées[1] - [13].
L'affinage se manifeste par une production de scories et de gaz, issus de l'oxydation des éléments contenus dans la fonte. Au fur et à mesure que la fonte s'affine, sa fusibilité diminue jusqu'à devenir une masse pâteuse de fer qui se rassemble au fond du creuset. L'ouvrier constitue alors une loupe d'environ 10 kg en rassemblant le métal autour d'un ringard. Il coupe alors le vent, fait couler les scories et extrait la loupe qu'il va cingler[1]. La collecte du métal à l'aide d'un ringard est la particularité du procédé osmond[13].
La réussite de l'opération tient à la maîtrise de la température car le fer doit être suffisamment pâteux pour être rassemblé en loupe. L'estimation du degré d'affinage est également délicat. Il se fait par l'observation des scories : si celles-ci sont dures et gris-brun, l'affinage n'est pas achevé, si elles sont liquides, verdâtres ou rougeâtres, le fer est suroxydé et il faut y ajouter de la fonte. La flamme renseigne également sur l'avancement : une teinte rouge à jaune signale un affinage inachevé, jaune clair un affinage efficace, blanc brillant avec des étincelles, une suroxydation qu'on récupère en ajoutant des scories[1].
Notes et références
- (en)/(sv) Cet article est partiellement ou en totalité issu des articles intitulés en anglais « Osmond process » (voir la liste des auteurs) et en suédois « Osmundjärn » (voir la liste des auteurs).
Notes
- Les procédés relatifs à la fabrication d'acier naturel sont, en français, désignés sous le nom de « méthode » plutôt que de « procédé ». C'est ainsi que Guy Adolphe Arrault traduit Wilhelm August Lampadius (de), même si le mot « osmonde » est rarement employé au féminin[1]. Un terme semblable, la « méthode osmunde » est utilisé par Culmann, lorsqu'il traduit Karsten[2].
Références
- Wilhelm August Lampadius (trad. Guy Adolphe Arrault), Manuel de métallurgie générale, t. 2, Paris, Imprimerie de Ducessois, (lire en ligne), p. 208-211
- Carl Johann Bernhard Karsten (trad. F. J. Culmann), Manuel de la métallurgie du fer, t. 3, Metz, , 2e éd. (lire en ligne), p. 124
- (en) N. Björkenstam, « The Blast Furnace in Europe during the Medieval Times: part of a new system for producing wrought iron », dans Gert Magnusson, The importance of Ironmaking: Technical Innovation and Social Change : papers presented at the Norberg conference 1995, vol. 1, Stockholm, Gert Magnusson, Jernkontoret, , p. 143–53
- (sv) « Osmund et Osmundsmide », dans Nationalencyklopedin,
- Lampadius 1840, p. 256
- (en) William F. Durfee, « American Industries since Columbus », Popular Science Monthly, vol. 38, , p. 165 (lire en ligne)
- (en) Alan Williams, The Sword and the Crucible : A History of the Metallurgy of European Swords up to the 16th Century, Leiden/Boston, Brill, , 292 p. (ISBN 978-90-04-22783-5, ISSN 1385-7827, lire en ligne), p. 189-190
- (en) N. S. B. Gras (préf. A. H. Ingen-Housz), The early English Customs System, Harvard University Press, (lire en ligne), p. 379
- Björkenstam 1995, p. 150
- (en) Sven Erik Åström, « From Cloth to Iron: the Anglo-Baltic trade in the late seventeenth century Part 1 : The growth, structure, and organisation of the trade », dans Societas Scientarum Fennica: Commentationes humanarum litterarum, Helsinki, Societas Scientarum Fennica,
- Schubert 1957, p. 111
- Schubert 1957, p. 121
- (en) H. R. Schubert (préf. A. H. Ingen-Housz), History of the British iron and steel industry : from c. 450 to 1775, Londres, Routledge & Kegan Paul, (lire en ligne), p. 299-301
- (en) M. Kempa et Ü. Yalçin, « Medieval Iron Smelting in southern Germany: early evidence of pig iron », dans Gert Magnusson, The importance of Ironmaking: Technical Innovation and Social Change : papers presented at the Norberg conference 1995, vol. 1, Stockholm, Gert Magnusson, Jernkontoret, , p. 163-166