Foret
Un foret ou une mèche est un outil qui sert à faire ou usiner des trous, le plus souvent avec une perceuse. Il en existe différents types suivant la géométrie du perçage à réaliser et les matériaux usinés. Un foret travaille en coupant la matière à son extrémité ; si la coupe survient sur le flanc il s'agit d'une fraise. Certains forets réalisent les deux : les forets aléseurs.
Le terme foret désigne l'outil de perçage dans du métal, du béton, de la brique, de la pierre. Pour le bois, c'est le terme de mèche qui est à utiliser (mèche à bois).
Le foret le plus répandu est le foret hélicoïdal : c'est un cylindre dans lequel sont pratiquées des goujures (rainures hélicoïdales). Lorsque les goujures ne sont pas jointives, la partie de cylindre entre deux goujures s'appelle le listel. L'extrémité du foret est généralement conique, mais les mèches à bois ou à béton présentent parfois des dents en tête de listel pour améliorer la finition et faciliter le centrage.
En règle générale, plus le métal à percer est dur et plus l'angle de pointe est grand (la pointe tend à s'aplatir).
Enfin, il faut bien veiller à l'angle de dépouille qui forme l'angle de coupe : s'il est absent, l'arrière du cône de pointe « talonne » le fond du trou lorsque le foret coupe le métal. Si c'est le cas, le foret s'échauffe et refuse de pénétrer.

Foret ou mèche, un outil fragile
Usures - Lubrification - Refroidissement
Les causes de l'usure sont principalement liées à l'échauffement. La coupe est très exothermique. L'outil concentre rapidement des quantités très importantes de calories produites par les frottements de coupe. L'outil n'arrive pas à évacuer lui-même, suffisamment vite, par conduction cette chaleur. L'usure des arêtes de coupe est elle-même génératrice d'échauffement, tant et si bien que l'amplification de l'usure est très vite exponentielle. Plus les diamètres de perçage sont faibles plus ces problématiques sont importantes.
Ce principal souci conduit à un ensemble de stratégie de refroidissement :
- Le séquencement du perçage: alternances de dégagements et de poses.
- La lubrification : les lubrifiants spécifiques de coupe sont des émulsions eau-huile. Ils permettent outre l'évacuation de calories par le flux liquide (chaleur massique) mais bien plus par le refroidissement d’absorption calorifique localisé par évaporation (chaleur latente, endothermie de changement de phase).
- Le refroidissement à l'air.
- La bonne évacuation des copeaux.
- Un éventuel canal interne de refroidissement.
Ruptures
Elles surviennent très souvent de manière brutale. Ces ruptures sont en général directement liées à l'absence de perpendicularité entre la surface percée et l'axe de rotation. En cas de léger décalage, on doit pré-percer avec un foret-à-centrer. Les limites de résistances sont vite atteintes car le couple de l'effort de coupe cumulé avec l'alternance des efforts sont à l'origine des « ruptures de fatigue » qui sont atteintes très rapidement par « surcharge ». Plus les diamètres de perçage sont faibles plus ces problématiques sont importantes.
Types de foret / mèche
Tenue du foret / de la mèche
- Foret à queue cylindrique nécessite un mandrin à mâchoires à serrer sur le foret.
- Foret à queue dite cône morse, nécessite un mandrin conique correspondant au cône morse (avec un éventuel dispositif antirotation à clavette pour les gros diamètres).
- Foret à queue SDS nécessite un mandrin SDS (de même dimension) rétractable pour un montage et un serrage automatiques.
Foret aléseur
- À queue cylindrique
- À queue cône morse
Le foret aléseur est un foret légèrement conique sur le premier tiers de sa longueur et, le plus souvent, à trois lèvres. L'outil perce un trou légèrement plus petit au début et alèse au diamètre final sur la fin. Cette technique permet de gagner un temps considérable, avec cependant une précision moindre pour le diamètre qu'avec un foret et un alésoir, mais plus importante qu'avec le foret classique seul.
Foret étagé

Ces forets sont destinés à usiner en une seule opération des perçages comprenant différents diamètres et angles. Typiquement, cela permet dans une seule opération de réaliser un passage de vis de fixation (trou lisse) et une fraisure pour noyer la tête d'une vis à tête fraisée.
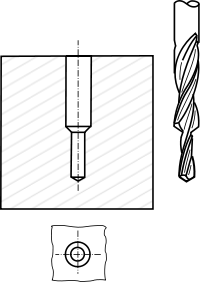
Foret à centrer (ou mèche à centrer)
Un foret à centrer est un foret très rigide, donc très court — la déviation du foret, sa flèche, est proportionnelle au cube de sa longueur L3 — qui permet d'effectuer un petit trou positionné avec une très grande précision. Le foret à centrer peut être utilisé :
- avant de percer avec le foret : le petit cône ainsi créé permet de centrer le foret, d'éviter qu'il ne chasse, et donc garantit la précision sur la position du perçage ;
- pour réaliser un trou de centre (pointe de tour).
Les différentes normes et les standards mis au point par les fabricants définissent différentes géométries de forets à centrer :
- Type A
- L’angle de chanfrein est de 60° avec le quandrain.
- Type B
- L’angle de chanfrein est de 60° avec le chanfrein, suivi d'un deuxième angle de 120°.
- Type R
- La pointe est en forme de « rayon » (intersection de deux arcs de cercle). Il est surtout utilisé pour réaliser un point de centre pour une reprise entre pointe ou encore percer le verre, la céramique ou le carrelage.
Quelques matériaux utilisés pour la fabrication de forets/mèches
Acier rapide (HSS)
L'acier rapide (HSS ou High Speed Steel) est un acier fortement allié. Sa dureté, généralement élevée (>60 HRC), est garantie jusqu’à une température de 600 °C. Sa résistance à l’usure et sa grande ténacité à haute température lui confèrent une bonne qualité de coupe. L’affûtage peut être effectué à la main.
Métal dur ou Carbure
Le métal dur, ou carbure, n’est pas un acier. C’est un composé fritté de carbure de tungstène (60 à 97 %), de métaux de liaison, titane et tantale (1 à 35 %) et cobalt ou de nickel (3 à 30 %). Les proportions du mélange donnent des qualités de métal dur différentes. Par exemple, un faible pourcentage de cobalt (5 %) donne un carbure plus dur, fragile, mais plus résistant à l’usure. Par contre, une augmentation du cobalt confère au métal dur une plus grande ténacité. Sa dureté de 850 à 2 000 HV30 est maintenue jusqu’à une température de 1 000 °C. Comme tous les matériaux frittés, la base de fabrication est une poudre comprimée, dont la taille des grains (de 2 à moins d'un micromètre) influe également sur les caractéristiques mécaniques. Ses différentes caractéristiques permettent d’utiliser des vitesses de coupe et des avances plus élevées que celles pratiquées avec les outils en acier rapide.
Acier rapide et métal dur revêtus
L’acier rapide et le métal dur revêtus sont de plus en plus utilisés dans la fabrication des outils. Un inconvénient est le fait de devoir renouveler le dépôt des différents revêtements comme le nitrure de titane ou le carbonitrure de titane après l’affûtage. Les avantages de tels outils sont :
- une durée de vie plus longue, donc moins de ré-affûtages ;
- une amélioration des performances en diminuant les temps d’usinage et en obtenant de meilleures qualités de surface.
Les types de revêtement sont les couches en nitrure de titane (TiN) et les couches en carbonitrure de titane (TiCN). Le revêtement TiN d’épaisseur allant de 1 à 4 microns.
Céramique
La céramique est principalement utilisée pour l’usinage de la fonte, de la fonte trempée, des aciers de haute protection, des aciers trempés et des aciers réfractaires.
Diamant
Le diamant est un carbone pur cristallisé, d'une très grande dureté. Le diamant n'est pas seul, mais seulement inclus dans le métal du foret ainsi “diamanté”, afin de percer des matériaux très durs (par exemple des surfaces en céramique).
Le PCD (Polycrystalline diamond) généralement utilisé en blank prédécoupé à la forme (électro-érosion au fil) puis brasé dans une empreinte et enfin affûté pour former une pointe dure en PCD mais très rarement inclus dans le métal ou alors déposé dessus par électrodéposition chimique (uniquement pour des forets à carotter pour le bâtiment et la construction). Le PCD est utilisé uniquement pour les alliages non ferreux type (alu, composite et autres).
Nitrure de bore
Le nitrure de bore cubique ou CBN permet d’usiner des métaux ferreux trempés ainsi que des alliages à base de nickel – inconel, etc. Il a été élaboré en 1957 par Robert H. Wentorf, Jr. (en)[1] pour General Electric qui l'a commercialisé à partir de 1969 sous le nom de marque « Borazon (en) ».
Mèche à bois
Certaines mèches à bois sont constituées d’une pointe centrale et de deux traceurs latéraux qui permettent un travail précis et rapide. Il existe également des mèches plates, en général moins chères, mais qui ne donnent pas un résultat de la même qualité.

Mèche à béton


On utilise la mèche à béton pour percer du béton, de la pierre ou n'importe quel matériau dur. On utilise cette mèche avec une perceuse en mode percussion ou rotation, en fonction du matériau que l'on souhaite percer.
Un perforateur, spécialisé dans le perçage du béton, pierre et matériaux similaires, peut être utilisé à la place d'une perceuse, en combinaison avec des mèches SDS Plus ou SDS Max en fonction du modèle.
Références
- (en) R. H. Wentorf, « Cubic Form of Boron Nitride », J. Chem. Phys., vol. 26, no 4, , p. 956 (DOI 10.1063/1.1745964)