Cire perdue
La cire perdue est un procédé de moulage de précision, pour obtenir une sculpture en métal (tel que argent, or, bronze, cuivre, aluminium) à partir d'un modèle en cire. Ce modèle en cire sera ensuite éliminé par chauffage pendant l'opération. Il faut donc l'envelopper dans une matière réfractaire et permettre au métal ou au verre de prendre la place de la cire, par des entonnoirs et des conduits, après qu'elle s'est écoulée par d'autres conduits. Il est nécessaire, en conséquence de placer sur la sculpture en cire des éléments coniques qui serviront d'entonnoirs et appelés « jets », et des filaments qui serviront de conduits aux matières et à l'air, et appelés « évents ». Cônes et filaments sont donc réalisés en cire, comme la sculpture. L'ensemble est alors revêtu d'un moule fait de ciment réfractaire[alpha 1], en veillant à laisser émerger la base des cônes. Après solidification du revêtement, la cire sera évacuée par la chaleur, laissant un creux qui sera rempli via les jets. Les évents permettent à la fois l'évacuation de l'air et une bonne répartition de la matière dans les détails du moule. Ce moule doit ensuite être détruit par voie mécanique ou chimique pour récupérer l'exemplaire réalisé. Celui-ci devra alors être débarrassé des traces des jets et des évents.
Cette technique est utilisée pour la réalisation de pièces uniques en verre ou en métal. Il est cependant possible de réaliser plusieurs cires à partir de la cire originale en utilisant un moule souple, autrefois en gélatine, et aujourd'hui en silicone.
Cette technique est également utilisée dans l'industrie pour l'obtention de pièces de grande précision.
Il ne faut pas confondre la technique du « moulage à la cire perdue » avec la technique de sculpture du modelage à la cire.
Histoire
Découverte en 1985, l'amulette de Mehrgarh (Pakistan), âgée de 6 000 ans, est longtemps restée une énigme. De nouvelles techniques d'analyse ont permis de percer les secrets de fabrication de cette amulette en cuivre : c'est le premier objet connu façonné à la cire perdue[1].
Méthode directe
 Jupiter au foudre, statuette romaine, bronze à la cire perdue, H. 16,8 cm. musée Saint-Raymond, Toulouse
Jupiter au foudre, statuette romaine, bronze à la cire perdue, H. 16,8 cm. musée Saint-Raymond, Toulouse
La méthode directe consiste à mouler dans l'argile un modèle grossier de la pièce à couler. Ce noyau, une fois sec, est recouvert d'une pellicule de cire sur laquelle on peut inscrire les creux et le relief de la pièce à couler. On rapporte ensuite sur cette matrice des jets et des filaments faisant radiateurs pour permettre une alimentation complète de la chambre de coulée, et homogénéiser la température des différentes parties du métal au cours du remplissage et du refroidissement. Des canules cylindriques sont également insérées pour former les galeries d'alimentation par le métal en fusion, et les évents d'évacuation des gaz chauds émis lors de l'entrée en contact du métal et des composants du moule.
 1. Modèle en cire.
1. Modèle en cire.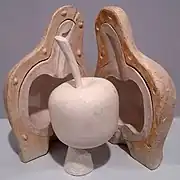 2. Moule en élastomère, avec la gangue, ici en plâtre.
2. Moule en élastomère, avec la gangue, ici en plâtre. 3. Moulage creux en paraffine.
3. Moulage creux en paraffine.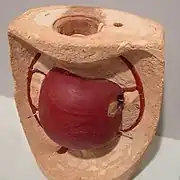 4.Le moule réfractaire, ici en argile, avec la pomme en paraffine. Le noyau est également rempli de matériau réfractaire (résistant au feu).
4.Le moule réfractaire, ici en argile, avec la pomme en paraffine. Le noyau est également rempli de matériau réfractaire (résistant au feu). 5. Exemplaire de bronze avec les canaux de coulée encore en place.
5. Exemplaire de bronze avec les canaux de coulée encore en place.
Ainsi préparé, le modèle de cire est peint une première fois avec une pellicule d'argile, de la barbotine, pour saisir au plus près les détails du moulage. Puis on insère l'ensemble dans une gangue d'argile plus grossière, en ayant soin de laisser dépasser les cheminées d'alimentation et les évents d'évacuation, ainsi que les filaments. Le modèle est maintenu à distance du moule pendant la fonte de la cire par des goupilles ou chevilles métalliques, des « distanciateurs ». Ces distanciateurs, « généralement en fer, sont mis en place avant le moule, à travers la cire pour pénétrer dans le noyau et le moule. Il faut les enlever à la fin de l'opération »[2].
L'ensemble est ensuite déposé dans un four qui fait fondre l'enveloppe de cire, que l'on récupère en totalité par les cheminées d'alimentation. Une fois la cire récupérée, on coule le bronze en fusion par les cheminées d'alimentation : le métal doit venir occuper exactement la place de la cire. Pour cela il est nécessaire de pallier le dégazage, soit en s'appuyant sur les propriétés de la terre cuite et la porosité de l'argile qui constitue le moule, soit en ménageant des évents dédiés à cette évacuation des gaz[3].
La gangue est mise à refroidir quelques heures, voire un ou deux jours (selon la taille de la pièce) ; on retire alors les chevilles de fixation, et on casse la gangue externe avec un maillet, en ayant soin de ne pas détériorer le métal. Les filaments, les évents et les cheminées de coulée, en partie remplis de bronze solidifié, peuvent être ébarbés. Le moulage fait souvent l'objet d'une finition par travail à froid (poinçonnage, martelage)[alpha 2].
Méthode indirecte
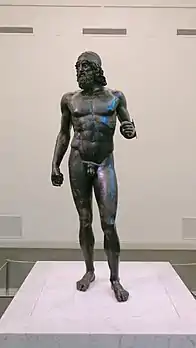

Les bronzes de Riace, et tous les grands bronzes classiques, hellénistiques et de l'époque impériale - mais probablement aussi ceux de l'époque archaïque, que l'Apollon du Pirée pourrait évoquer - ont été réalisés suivant des procédés assez proches. On est parti d'un modèle plein, généralement en argile. Ici le sculpteur pousse les détails par le modelage[5]. Ensuite on tire un moule de ce modèle, obligatoirement en plusieurs parties. La couche de cire déposée sur chaque partie est de même épaisseur, fine (posée au pinceau ou en appliquant des feuilles de cire amollies). C'est ce qui permet de réduire la consommation de métal et donc le prix de la sculpture. On assemble ensuite certaines parties en maintenant un découpage de l'ensemble en plusieurs parties. Car il faut remplir avant la coulée du bronze le volume interne, le noyau. Celui-ci comporte, entre-autres, des éléments métalliques qui devront être retirés avec la majeure partie du noyau avant l'assemblage final. En effet la dilatation du fer qui risque de s'oxyder avec le temps et ferait éclater le bronze. C'est ce qui est arrivé à l'Apollon du Pirée, dont les mollets ont ainsi éclaté. Cependant cette armature en fer a été laissée dans le bronze A de Riace. C'est ce qui permettait une plus grande liberté dans l'expression du mouvement. Enfin des détails, éventuellement dans des couleurs différentes et coulés à part, sont rapportés, comme les mamelons, les sourcils et les lèvres des bronzes de Riace ou le dieu de l'Artémision. On introduit aussi les effets de couleurs par le placage d'argent ou d'or, et des éléments de décor, comme une couronne, par des feuilles d'or travaillées au repoussé et soudées.
- Coupe de la fonderie, à figures rouges: Atelier de bronziers, v. 490-480 AEC. Berlin F 2294, Altes Museum
.jpg.webp) Four (surmonté d'un chaudron), un jeune aux soufflets, un autre attise le feu.
Four (surmonté d'un chaudron), un jeune aux soufflets, un autre attise le feu. Assemblage des bras d'une statue, sur un tas de sable. La tête est restée à terre. Statue d'un athlète pratiquant la course ou le saut.
Assemblage des bras d'une statue, sur un tas de sable. La tête est restée à terre. Statue d'un athlète pratiquant la course ou le saut..jpg.webp) Assemblage des bras d'une statue, sur un tas de sable. En "bas": polissage.
Assemblage des bras d'une statue, sur un tas de sable. En "bas": polissage.
Les fonderies de précision
Les modèles sont en cire ou matière synthétique, coulés dans des formes métalliques (on moule donc les modèles). Ces modèles peuvent être constitués de plusieurs parties assemblées.
Pour fabriquer les moules de fonderie, on monte les modèles en grappes, puis on les trempe dans une céramique liquide, puis on saupoudre de stuccos. Ceux-ci sont des sables de saupoudrage qui sont des matériaux céramiques réfractaires qui vont former, de par leur arrangement, le squelette du moule[6]. Ces opérations sont répétées plusieurs fois jusqu'à obtention d'une couche de sept millimètres d'épaisseur au minimum.
La cire est ensuite liquéfiée par chauffage et évacuée, puis on coule le métal — or, aluminium, acier, bronze, ou d'autres alliages — dans les formes encore chaudes.
Le principal avantage de ce procédé consiste en la réalisation de pièces avec des angles aigus, une surface très lisse et des tolérances dimensionnelles serrées. C'est d'ailleurs le seul procédé de fonderie de précision pour mouler l'acier. Après refroidissement, il suffit d'éliminer la céramique par vibration, au jet d'eau ou de sable.
Les fonderies d'art
La fonderie d'art est spécialisée dans le moulage d'œuvres aux formes complexes. En effet, le sculpteur prend un libre choix des formes de ses statues et la fonderie d'art se doit de reproduire à l'identique l'œuvre de l'artiste. Le modèle est obtenu à partir de la sculpture apportée par l'artiste.
Étapes du procédé
- Analyse de la sculpture par le mouleur.
- Découpe (éventuelle) de la sculpture pour faciliter l'obtention du modèle.
- Surmoulage des parties de la sculpture avec un élastomère (on obtient un moule en élastomère de deux parties).
- Démoulage de l'élastomère.
- Assemblage des deux parties du moule obtenu.
- Coulée de la cire dans le moule.
- Attente de la solidification de la cire soit en masse (pièce entière) soit en épaisseur (plusieurs millimètres de solidifiés puis revidage)..
- Assemblage des différentes parties en cire du modèle.
- Ajout du système de remplissage et d'alimentation, ajout des évents.
- Enrobage du modèle d'une couche réfractaire, obtention du moule.
- Étuvage du moule, la cire fond et est récupérée.
- Coulée du moule.
- Nettoyage de la pièce.
- Ébarbage.
- Ciselage de la pièce.
- Polissage.
Particularités de l'élastomère
L'élastomère offre des possibilités de réalisation de formes en contre-dépouilles complexes. L'élastomère, par son élasticité et son allongement élevé, se démoule simplement en se retirant des contre-dépouilles sans effort. C'est ainsi qu'il est possible d'obtenir des visages humains reproduits dans les moindres détails.
Les patines
L'œuvre, une fois polie, révèle la couleur jaune-rouge du bronze. On peut cependant modifier l'aspect de la couleur de la surface, en appliquant une patine (liquide composé d'eau et de plusieurs oxydants) sur les parties de l'œuvre chauffées au chalumeau qui, en s'oxydant, donne des teintes beige, brune, verte, rougeâtre ou noire au bronze.
Les fonderies d'art sont à la fois ancestrales, artisanales et modernes, par leurs moyens de mise en œuvre (coulée sous vide, par exemple).
Formation
En France, le lycée Anguier, à Eu dans la Seine-Maritime, est le seul établissement public préparant au diplôme des métiers d'art en fonderie ; c'est aussi un centre d'examen national. Les projets des élèves sont exposés lors de divers salons, en particulier lors des « Fèvres », biennale des métiers d'art des métaux qui porte l'ancien nom des forgerons[7], organisée par l'Institut de formation et de recherche pour les artisans des métaux (IFRAM), dans le cadre du château d'Eu (Seine-Maritime), durant la fin octobre des années impaires.
Notes et références
Notes
- Ce ciment réfractaire est traditionnellement en terre, comme aujourd'hui en Afrique ou anciennement dans l'Antiquité. On peut y mêler de la bouse ou du crottin qui apportent des fibres fines.
- Cette méthode est connue au moins depuis le IVe millénaire av. J.-C. On a retrouvé à Nahal Mishmar, en Palestine, 429 objets en cuivre faits à la cire perdue datant de cette époque.
Références
- Cyprien Dalaise et Alice Pouyat, « Le mystère de l'amulette », sur CNRS, (consulté le ).
- Rolley, 1994, p. 67.
- Rolley, 1994, p. 66.
- « The Riace bronzes », sur Museo Archeologico Reggio Calabria (consulté le ) et . Voir aussi
- Rolley, 1994, p. 67-69.
- « La caractérisation des carapaces en céramique », sur MetalBlog, .
- « Fèvres en fête au château d'Eu », patrimoinedefrance.fr, (lire en ligne, consulté le ).
Voir aussi
Bibliographie
- Tony Birks et Sylvie Rouge-Pullon (adaptation française) (trad. de l'anglais par Yves Coleman), L'Art de la fonte de bronze : alchimie de la sculpture [« Alchemy of Sculpture »], Paris, Eyrolles, coll. « Secrets d'artisans », , 156 p. (ISBN 978-2-212-11614-4 et 2-212-11614-4, BNF 40110297).
- Claude Rolley, La sculpture grecque : 1. Des origines au milieu du Ve siècle, Picard, , 438 p., 29 cm (ISBN 978-2-7084-0448-9, SUDOC 003475824), p. 65-70, « La coulée des statues : la cire perdue » et « Instattations et progrès techniques », voir aussi p. 24 « Termes techniques »
- Louis Vauxcelles, « La fonte à cire perdue », Art & Décoration, t. XVIII, , p. 189-197 (lire en ligne).
Articles connexes
Liens externes
- Fonderie d'art traditionnelle africaine, formation d'initiation à la fonderie traditionnelle africaine (FIFTA), 1996.
- Les bronzes africains, la technique du bronze à la cire perdue en Afrique, African concept.
- Bronziers.Technique de la cire perdue. Burkina Faso. sur YouTube
- L'art du bronze en France dans les collections du musée du Louvre, dossier thématique, Louvre.