Moulage par projection simultanée
Le moulage par projection simultanée est un procédé de mise en œuvre par moulage de matériaux composites.
Applications
La moulage par projection simultanée est habituellement utilisé pour fabriquer de grandes pièces comme les pièces de camions et de camping-cars, les baignoires, les coques de piscines, les coques de bateaux, les meubles et les réservoirs de stockage.
Matières de base
En principe, tous les types de résines peuvent être utilisés mais les résines les plus couramment utilisées sont les époxydes, les polyesters insaturés, les vinylesters et les phénoliques (résines thermodurcissables).
En principe, tous les types de fibres peuvent être utilisés mais la principale fibre est la fibre de verre.
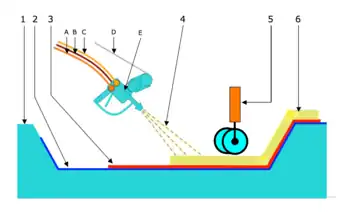
Mode opératoire
Les étapes suivantes constituent le moulage[1] :
- enduction du moule ouvert avec un agent démoulant ;
- dépôt de la couche de surface (gelcoat) ;
- projection simultanée, à l'aide d'un pistolet, de la fibre coupée et de la résine catalysée ;
- imprégnation manuelle, à l'aide de rouleaux débulleurs ;
- répétition de la projection et de l'imprégnation jusqu'à obtention de l'épaisseur souhaitée ;
- durcissement à température ambiante de la résine ;
- démoulage de la pièce.
Avantages
Cette méthode est beaucoup plus rapide que le moulage au contact.
Inconvénients
Étant donné que les fibres ont une longueur limitée (environ 25 mm), la résistance du stratifié est limitée.
Parce que la technique est réalisée avec un moule ouvert, il y a un risque de dégagement de matière (styrène) et de projection de fibres. Le processus doit donc être soumis à des conditions de travail contraignantes. La tendance est à un changement vers une méthode de fabrication avec un moule fermé comme la RTM.
Références
- « compositec.com/compositec-prom… »(Archive.org • Wikiwix • Archive.is • Google • Que faire ?).