Stéréolithographie
La stéréolithographie est une technique dite de, souvent utilisé pour les impressions 3D, qui permet de fabriquer des objets solides à partir d'un modèle numérique. L'objet est obtenu par superposition de tranches fines de matière (méthode additive). Le développement industriel de cette technique date des années 1980 et fut initiée aux États-Unis par Charles W. Hull.
Plusieurs méthodes sont fondées sur le principe de la stéréolithographie : la photopolymérisation, le laminage, le frittage laser, etc.
Pour la réalisation d'un modèle de fonderie, par exemple, ce procédé permet d'obtenir des modèles grandeur nature plus économiquement et plus rapidement qu'en les « taillant dans la masse » (méthode soustractive) par usinage. Cependant, ces modèles, moins rigides, seront limités à la fabrication de quelques pièces seulement. Ils sont donc adaptés uniquement à la réalisation de prototypes ou de produits uniques ou en très petite série.
Principe
- Le processus débute avec un modèle de l'objet à fabriquer. Ce modèle est obtenu grâce à un logiciel de CAO ou par acquisition numérique d'un objet existant qu'on veut reproduire.
- Le modèle une fois dessiné doit être exporté dans un format standard, le format STL (pour STereoLithography). Ce format a été à l'origine conçu pour communiquer avec les appareils de stéréolithographie mais est aujourd'hui utilisé dans d'autres domaines. Il s'agit d'un standard industriel de facto. Ce format décrit les modèles sous forme de surfaces triangulaires contigues.
- Le fichier STL est transmis à l'appareil de stéréolithographie qui intègre un module de commande de type automate programmable ou, plus souvent, de type PC
- Le modèle (en 3D) est découpé en tranches (2D) d'épaisseur fixe. Cette épaisseur est choisie par l'opérateur et détermine la résolution de la restitution. Ce paramètre détermine donc la précision de l'objet qui va être produit.
- L'objet est produit.
Matériaux
Les matériaux utilisés pour l'impression SLA sont communément appelés « résines » et sont des polymères thermodurcissables. Une grande variété de résines sont disponibles dans le commerce et il est également possible d'utiliser des résines « faites maison » pour tester différentes compositions par exemple. Les propriétés des pièces obtenues par impression SLA varient en fonction de la composition et des caractéristiques de la résine utilisée : « Les pièces peuvent être souples ou dures, fortement chargées de matériaux additionnels comme le verre et la céramique, ou dotés de propriétés mécaniques comme une température de déformation élevée ou une résistance aux chocs »[1]. Il est possible de classer les résines selon les catégories suivantes[2] :
- résines standards, pour du prototypage classique ;
- résines dites « d'ingénierie », pour des propriétés mécaniques et thermiques spécifiques ;
- résines dentaires et médicales, ayant des certifications de biocompatibilité ;
- résines pour moulage et coulées, ayant une teneur en cendres nulle après combustion.
Les différents types de stéreolithographie
Plusieurs techniques sont utilisées pour produire les prototypes rapidement. Le terme stéréolithographie regroupe plusieurs technologies de photopolymérisation en cuve qui se différencie selon la source lumineuse.
- La SLA (StereoLithography Apparatus) à proprement dite, utilise un faisceau LASER qui balaie point par point la surface de la résine.
- Le DLP (Digital Light Processing), utilise un projecteur. De cette manière, l'ensemble de la couche est polymérisé en une seule projection. Le projecteur peut être constitué soit de micromiroirs numériques, contrôlés et activés individuellement qui vont former un masque de l'image à projeter à la surface sur la résine, soit d'un écran LCD projetant directement l'image. Le DLP est considéré comme plus rapide que la SLA puisqu’il ne travaille pas point par point[3].
Les technologies peuvent se différencier également selon le sens d'impression : la source lumineuse peut agir de haut en bas, avec un plateau qui descendra à chaque nouvelle couche, ou inversement de bas en haut, avec une plate-forme qui monte au fur et à mesure.
Il faut noter désormais que la frontière avec l'impression 3D est franchie au point que les deux technologies se confondent dans un ensemble très diversifié.
Procédé
La photopolymérisation est le premier procédé de prototypage rapide à avoir été développé dans les années 1980. Le nom de SLA (pour StereoLithography Apparatus) lui a été donné. Il repose sur les propriétés qu'ont certaines résines à se polymériser sous l'effet de la lumière et de la chaleur.
La résine utilisée est généralement un mélange de monomères acrylates ou époxys et d'un photoÏnitiateur. Le rôle du photoinitiateur est, comme son nom l'indique, d'initier la polymérisation du matériau sous l'effet de la lumière.
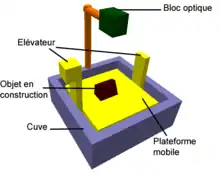
Dans ce procédé, une plateforme mobile est plongée dans une cuve de résine liquide. Cette plateforme supporte le modèle en cours de fabrication. La plateforme est positionnée à une profondeur H en dessous du niveau de la résine. Un laser fixe et un dispositif de contrôle du faisceau surplombent la plateforme. Le contrôle de la direction du faisceau s'effectue à l'aide de déflecteurs qui sont des miroirs très précis (très plats) montés sur des galvanomètres. L'utilisation de deux de ces dispositifs de contrôle permet de diriger le faisceau en n'importe quel point de la plateforme.
Les tranches constituant le modèle sont ensuite traitées une par une : la surface de résine liquide est photopolymérisée (soit par LASER soit par DLP) en fonction de la forme de la tranche définie informatiquement.
Sous l'effet de la lumière, le photoinitiateur forme un radicalaire et les monomères sont instantanément pontés entre eux formant un polymère solide.
La plateforme descend ou remonte ensuite, selon l'appareil, d'une hauteur h (La hauteur h est la résolution qui a été choisie pour la production de l'objet) et le processus se renouvelle pour chaque tranche. Les objets deux dimensions ainsi produits sont superposés pour produire la structure complète.
Une fois terminé, le modèle est sorti de la cuve et le mélange non polymérisé est dissous dans un solvant adéquat.
La dernière étape obligatoire consiste souvent en une post polymérisation, afin d'augmenter le taux de conversion des monomères, ou une cuisson de l'objet afin de le durcir, selon la résine utilisée.
Limites et avantages
- Limites :
- problème des « volumes piégés ». Le principe étant de superposer des couches successives de matière ; la matière présente dans les zones non solidifiées n'est pas éliminée et donc reste présente dans le modèle. S'il s'agit d'un volume hermétiquement clos, la matière est dite « piégée ». Il est donc impératif de réaliser dans ces cas, des évents afin de permettre l'évacuation de la résine non polymérisée. Exemple : la modélisation d'une coquille d’œuf ;
- le temps de prototypage reste souvent plus long que par technique soustractive, cela étant notamment dû aux étapes de post-traitements (élimination de la résine par un solvant, post polymérisation ou cuisson).
- Avantages :
- les progrès technologiques permettent maintenant de travailler en haute résolution et de produire en moins de 24 heures des objets complexes comportant des parties très fines (0,005 mm). Des machines de micro-impression 3D par laser, développées depuis le début de la décennie, permettent par ailleurs d'atteindre des résolutions jusqu'à 100 fois supérieures (< 0,1 µm), grâce à un procédé de stéréolithographie appelé « polymérisation à deux photons »[4] ;
- les géométrie avec des formes complexes sont réalisables. Il est possible de créer des volumes cavitaires (sous conditions de réaliser des évents), contrairement aux techniques soustractives.
- la perte de matériau est moindre qu'avec des techniques d'usinage. La résine non polymérisée est réutilisable.
Utilisations

Pendant longtemps, cette méthode a été réservée à la création de prototypes du fait de la fragilité des objets, inutilisables tels quels de par leur faible résistance mécanique : ils sont employés pour former des moules.
Au début des années 2000, les travaux conduits par le Dr T.Chartier (SPCTS) ont permis d'utiliser cette méthode pour produire des pièces en céramique en mélangeant des poudres céramiques (alumine, zircone, hydroxyapatite…) à une pâte composée de résine photosensible. La suspension une fois insolée forme un réseau polymère emprisonnant les particules minérales. Après polymérisation par laser, un traitement thermique (déliantage puis frittage) de l'objet permet d'obtenir une céramique dense.
Domaines d'application :
- les propriétés des céramiques obtenues par cette technique sont équivalentes aux procédés traditionnels (coulage, pressage…), les objets sont donc employables tels quels ;
- modèles de fonderie, prototypes pour validation des formes, prothèses médicales, petites séries de formes très complexes pour tout type d'industries… ;
- en paléontologie[5], cette technique permet à partir de tomodensitométrie classique ou de micro-tomodensitométrie de pouvoir reconstruire et étudier des structures fines et inaccessibles (insectes dans l'ambre, labyrinthe osseux de l’oreille interne). Cette technique permet surtout des agrandissements très importants pour le changement d’échelle.
Voir aussi
Notes et références
- (en-US) « The Ultimate Guide to Stereolithography (SLA) 3D Printing (Updated for 2020) », sur Formlabs (consulté le )
- (en) « SLA 3D printing materials compared », sur 3D Hubs (consulté le )
- « SLA vs DLP : quel procédé d'impression 3D résine choisir ? », sur 3Dnatives, (consulté le )
- « L'imprimante de Microlight 3D a remporté le prix Medi'Nov », Le Dauphiné Libéré, (lire en ligne, consulté le )
- http://www.anthropobiologie.fr/index.php?clear=1