Pultrusion
La pultrusion ou extrusion par tirage[1] est un procédé de mise en œuvre en continu de tubes et profilés en matériaux composites. Le terme « pultrusion » est vraisemblablement composé des mots anglais « pull » (tirer) et « extrusion ».
Le premier brevet relatif à la pultrusion date de 1951 et W. Brandt Goldsworthy est reconnu comme son inventeur[2].
L'Association européenne des pultrudeurs est connue sous l'acronyme « EPTA »[3].
Applications
La pultrusion permet la production de profilés de section constante en grande série. Leur forme peut être simple (tube, lamellé plat, jonc, parallélépipède, etc.) ou plus complexe. Exemples : cannes à pêche ou de golf, manches d'outil.
Matières de base
De nombreuses fibres sont utilisées en pultrusion : fibre de verre, fibre de carbone HS, HM, UHM, etc. De même, plusieurs familles de résine thermodurcissable peuvent être employées, en particulier les polyesters insaturés (UP), polyuréthanes (PUR), vinylesters et époxydes (EP), mais également certaines matrices thermoplastiques comme le polytéréphtalate de butylène (PBT) ou le polypropylène (PP).
Il existe plusieurs technologies de pultrusion thermoplastique : l'imprégnation par poudre, les technologies de mélange de fibres et la technologie de pultrusion thermoplastique réactive. Parmi toutes ces techniques, la pultrusion thermoplastique réactive offre la possibilité d'obtenir des taux de fibres maximum. En effet, cette technologie utilise des monomères thermoplastiques réactifs à très basse viscosité qui permettent d'imprégner une grande quantité de fibres. Le procédé de pultrusion thermoplastique réactive est récent et les profilés commencent à être utilisés dans des secteurs exigeants, notamment pour des applications de masse dans l'automobile ou la construction (profilés de fenêtres…)[4].
Mode opératoire
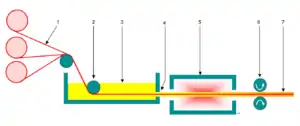
Le fonctionnement général peut se résumer ainsi : le renfort (tissu, mat, fibres) conditionné en bobine et imprégné de résine thermodurcissable ou de polymère thermoplastique est tiré à travers une longue filière chauffée qui contrôle la teneur en résine ou polymère et détermine la forme de la section. Le passage dans ce four va ainsi provoquer la polymérisation de la résine ou la fusion du polymère et donner la forme finale. Le produit est ensuite coupé à la longueur souhaitée. Ce procédé est plus lent que l'extrusion.
Références
- Vocabulaire de la chimie et des matériaux, Termes, expressions et définitions publiés au Journal officiel, FranceTerme, 2018.
- Brandt Goldsworthy: Composites Visionary, sur compositesworld.com.
- European Pultrusion Technology Association.
- « Actualités du Pôle - Pôle Véhicule du Futur - Solutions pour véhicules et mobilités du futur », sur vehiculedufutur.com (consulté le ).
Liens externes
- Pultrusion of Composites - An Overview, sur tifac.org