Lingotière
Une lingotière est un moule métallique réutilisable, utilisé pour la coulée de lingots de métal. Par extension, en coulée continue, on appelle aussi lingotière la zone où le métal est refroidi par contact avec un moule rectangulaire sans fond.

En sidérurgie, les lingots obtenus par la coulée dans des lingotières (procédé de « coulée en lingot ») doivent être laminés pour devenir des brames ou des blooms. La mise au point de la coulée continue, qui permet d'obtenir directement des brames, blooms ou billettes, a marginalisé l'utilisation des lingotières, cantonnées maintenant à la production d'alliages spéciaux.
Coulée en lingot
Les lingotières sont métalliques pour avoir une solidification rapide et une durée de vie maximale. En sidérurgie, celles-ci sont en fonte[note 1]. Un poteyage peut y être appliqué. Pour faciliter le démoulage, la lingotière présente une dépouille qu'elle communique au lingot. Les angles sont arrondis pour limiter les contraintes thermomécaniques sur les arêtes du produit au moment de la solidification (risque de criques).
La coulée en lingot consiste à remplir de métal liquide la lingotière. Le remplissage se fait par le haut mais un remplissage par le bas permet d'éviter les projections sur la paroi du moule. Dans ce cas, les lingotières sont groupées en grappe pour limiter la quantité de métal perdu dans les canaux d'alimentation.
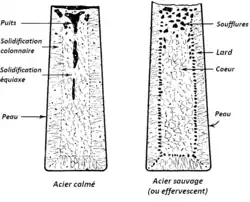
Le sommet de la lingotière est souvent réalisé dans des matériaux réfractaires pour retarder la solidification : on crée ainsi une masselotte. Si la masselotte est correctement dimensionnée, il devient même possible de couler des aciers « effervescents », c'est-à-dire contenant des gaz dissous, dont notamment le monoxyde de carbone, très soluble dans le fer liquide, et qui est rejeté par le métal au moment de la solidification. Les bulles de gaz, en montant, brassent alors doucement le métal[1].
Dans les plus grosses usines sidérurgiques, les lingotières pleines sont alors amenées par chemin de fer dans la halle de « strippage » (de l'anglais to strip qui signifie « retirer »), où un robuste pont roulant retire la lingotière. Dans certains cas (petites productions, gros lingots, etc.), la lingotière est retirée sur place.
La coulée en lingot, universellement employée dans l'industrie sidérurgique comme dans la production des métaux non ferreux, a fortement régressé lorsque le procédé de coulée continue a été mis au point. Les lingots ne sont aujourd'hui produits que pour les blocs de métal destinés à la forge ou les alliages incompatibles avec le procédé de coulée continue.

_steel._This_converter_has_a_capacity_of_25_metric_tons_(about_55%252C000_pounds)_and..._-_NARA_-_541676.tif.jpg.webp)


Coulée continue
La lingotière d'une coulée continue se présente sous la forme d'un moule sans fond donnant au produit sa section. Il est énergiquement refroidi (sur une coulée continue de brames d'acier en régime établi, avec une vitesse d'extraction de 1,2 m/min la puissance extraite par le circuit de refroidissement atteint 120 W/cm2, soit 5 MW pour une lingotière coulant des brames de grande largeur). La lingotière présente une conicité pour accompagner la contraction du produit due à sa solidification (conicité de 10 ‰ à 13 ‰ en sidérurgie).
Les échanges thermiques importants amènent à réaliser les lingotières en cuivre. Ce sont des pièces complexes, traversées de nombreux canaux de refroidissement. La puissance du refroidissement est dimensionnée de manière à éviter tout échauffement excessif des parois du moule. Celles-ci peuvent être aussi revêtues de nickel (dans la coulée de brames, une couche de nickel empêche une imprégnation de la peau du produit par le cuivre de la lingotière) ou de chrome (fréquent dans la coulée de produits longs, où les échanges thermiques en lingotière sont plus faibles). Des capteurs, essentiellement de température, permettent de contrôler la formation de la peau solidifiée qui se crée au contact de la lingotière.
La lingotière donne la section du demi-produit. Elle peut être de forme :
- carrée pour les blooms et les billettes ;
- rectangulaire pour les brames ;
- en « os de chien » pour les demi-produits destinés à être laminés en poutrelles ;
- ronde pour les machines de coulée continue rotative ;
- section évoluant de l'ovale vers le rectangle pour la coulée de brames minces.
Pour les brames, la lingotière est souvent composée de plaques mobiles refroidies, capables de modifier lentement, en cours de coulée, la largeur de la brame. La machine est ainsi capable de produire sans interruption des brames de différentes largeurs. Le mécanisme guidant les plaques est à la fois robuste (efforts de plusieurs dizaines de tonnes) et précis (positionnement au dixième de millimètre), les mouvements réalisés pouvant être complexes. La présence de ce mécanisme implique cependant la présence d'angles vifs aux quatre coins de la lingotière.
Pour éviter que le métal coulé ne se soude aux parois de la lingotière, celle-ci est animée d'un mouvement permanent d'oscillation verticale[note 2] (amplitude de 5 à 20 mm, fréquence de 0,5 à 2 hertz). Un laitier de composition chimique très précise est déposé sur le bain de métal en fusion. En fondant, il protège le métal de l'oxygène ambiant, et lubrifie le contact entre moule et peau solidifiée.
Notes et références
Notes
- La fonte dont est faite la lingotière fond vers 1 150 °C, alors que l'acier y est coulé à 1 560 °C. Cependant, le moule ne fond pas car l'acier se solidifie instantanément au contact du moule, ce qui le protège.
- L'oscillation n'est en fait verticale que si la coulée se fait verticalement. Si la machine est courbe, la lingotière l'est alors également, et l’oscillation se fait suivant un arc de cercle.
Références
- Olivier C. A. Bisanti, « L’aventure sidérurgique de Fos-sur-Mer », Soleil d'acier,