Découpage
Le découpage est un procédé de fabrication de pièces qui consiste à diviser un sous-produit en plusieurs parties. Différentes techniques permettant le découpage :
- Le découpage par cisaillement : sont envisagés, le cisaillage, le poinçonnage, le grignotage... ;
- Le découpage mécanique par enlèvement de matière : sont envisagés le sciage, le jet d'eau hyperbare ;
- Le découpage électrique par enlèvement de matière : l'électro-érosion au fil ;
- Le découpage thermique par enlèvement de matière : oxycoupage, plasma, laser, etc.
Une différence peut être faite sur les termes :
- découpage, afin d’obtenir un pourtour défini selon une forme et des cotes précises ;
- poinçonnage, afin d’ajourer une pièce.
Les matériaux envisagés sont multiples : tôle, papier, carton, mousse, etc.
Découpage par cisaillement
Découpage (classique)
Le découpage classique d'un matériau mince (carton, plastique, tôle) se fait à l'aide d'un emporte-pièce, cisailles ou grignoteuses éventuellement. Le défaut inhérent à ce type de découpage est qu'il éloigne progressivement les deux parties découpées entraînant ainsi des déformations locales. Plus le tracé est sinueux, plus ces déformations seront importantes.
Un découpage sans déformation sera obtenu par l'équivalent du point par rapport à la symétrie par exemple avec un scalpel à lame fine (cutter) pour le carton et le plastique.
En langage courant, un découpage désigne un modèle en carton à découper et à assembler.
Découpage industriel
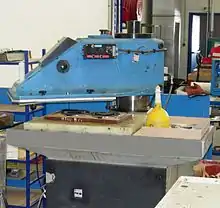
L'outil de découpe (composé d'une lame tranchante en acier d'environ 23 mm de haut et 1 à 2 mm d'épaisseur fixée dans un contreplaqué d'environ 18 mm) de la forme du produit fini désiré est posé dans une presse.
Pour les matériaux fins (quelques millimètres) et les petites et moyennes séries, il est utilisé une presse appelée « platine portefeuille » : le marbre fixe reçoit l'outil, le marbre mobile reçoit la feuille à découper et l'ensemble se referme à la manière d'un portefeuille.
Toujours pour les matériaux fins mais en grandes séries, il est utilisé une platine rotative. Les feuilles sont entraînées par des rouleaux sous l'outil.
Pour des matériaux plus épais nécessitant des pressions plus fortes, les outils (avec des lames plus hautes, 50 à 100 mm) sont montés sur des presses hydrauliques.
Découpage fin
Opération qui consiste à découper des pièces dans de la tôle plutôt épaisse. La pièce obtenue par ce procédé a la particularité d'avoir le bord découpé parfaitement perpendiculaire à la face, et de très bonnes qualités géométriques et dimensionnelles. L'outillage nécessaire pour cette découpe est de conception particulière par rapport aux outils de découpe habituels car la tôle est maintenue dans la phase découpe par des joncs de retenue.
L’industrie du découpage en France
Les principaux pôles industriels du découpage en France se situent dans la région de Besançon en Franche-Comté (la région des microtechniques) et en Rhône-Alpes. Les sociétés étaient essentiellement spécialisées dans le découpage de précision, notamment pour l'industrie horlogère (proximité de la Suisse) au début du XXe siècle, et se sont peu à peu diversifiées dans d'autres secteurs avec le développement de l'industrie automobile, de la téléphonie et de l'électronisation dans tous les secteurs industriels.
Vocabulaire
- Arasage : c’est le découpage en reprise (afin d’obtenir une précision de cotes et d’état de surface).
- Cisaillage : c'est une coupe totale d'une pièce en deux parties.
- Crevage : c’est un découpage partiel.
- Débouchure : c'est le déchet issu d'un poinçonnage, encochage... Cela correspond par exemple à la matière enlevée au centre d'une rondelle.
- Découpage : le produit obtenu est un flan (souvent récupéré pour une opération d’emboutissage ou de pliage).
- Détourage : finition d’un contour déjà ébauché, modifié au cours d’une déformation.
- Encochage : c’est un découpage débouchant sur un contour.
- Grignotage : c’est le poinçonnage partiel par déplacement progressif de la pièce ou du poinçon.
- Grugeage: c'est une opération de découpage de petites encoches.
- Pas : on appelle « pas » la longueur dont avance la bande entre deux coups de presse.
- Poinçonnage : le déchet est appelé débouchure, ce sont des trous de petit diamètre.
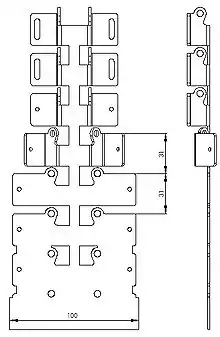
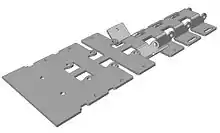
Mise en bande
L'étude de la mise en bande consiste à rechercher la disposition des pièces dans une bande de tôle en essayant de produire un minimum de déchets.
Mise en bande simple
Dans le cas général, les pièces sont disposées à la suite.
La distance entre deux pièces et la largeur des bords de bande sont égales à l'épaisseur du métal découpé. L'espace entre deux points similaires d'une bande est appelé le « pas ».
Écart = épaisseur de la tôle découpée.
Néanmoins, dans le cas de découpage de métal de faible épaisseur, il est prudent de conserver une certaine tenue au déchet. La largeur de ce dernier est de 2 mm au minimum.
La logique fera parfois choisir une largeur inférieure ou supérieure suivant le type de pièce étudié.
Voir aussi
Articles connexes
Liens externes
- « Cisaillage »(Archive.org • Wikiwix • Archive.is • Google • Que faire ?)
- « Poinçonnage »(Archive.org • Wikiwix • Archive.is • Google • Que faire ?)