Soudage de plastiques
La soudure plastique est un ensemble de techniques utilisées pour souder deux pièces en matière plastique. Le choix d'une technique particulière est lié au type de plastique utilisé, la géométrie des pièces à assembler, le temps de cycle de soudure requis ainsi que le coût des moyens à mettre en œuvre. Ces techniques de soudure sont fondées sur un échauffement local des matériaux à souder. L'échauffement des matériaux se fait, selon la technique utilisée, soit par un apport extérieur de chaleur, soit par création de chaleur provoquée par le process lui-même. Seuls les matériaux thermoplastiques sont de ce fait soudables par ces techniques.
Soudure par lame chauffante ou miroir chauffant
Le soudage par lame chauffante consiste à positionner deux pièces plastiques l'une au-dessus de l'autre en laissant un espace d'environ un centimètre entre celles-ci. Dans cet espace est introduit un miroir qui chauffe des deux côtés. Les deux pièces plastiques viennent ensuite en contact du miroir jusqu'à ce que la température de la matière ait atteint sa température de fusion en surface. Lorsque les températures de fusion sont atteintes, il suffit de retirer les miroirs chauffants et de mettre en contact les deux pièces plastiques l'une avec l'autre pendant quelques secondes. Après quelques secondes de refroidissement la soudure est réalisée.
Soudage par ultrasons
Introduction
Le soudage par ultrasons est une technique d'assemblage rapide et économique pour les matériaux thermofusibles comme certains plastiques. Ce procédé s'applique facilement aux polymères à point de fusion inférieur à 200 °C (PE, PP, etc.). Pour les polymères à point de fusion supérieur à 200 °C, l'assemblage des pièces demande plus de paramètres techniques (temps de soudure plus long, profil et type de sonotrode, puissance et gamme de fréquence d'utilisation).
Procédé
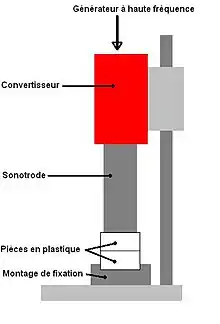
Des vibrations de haute fréquence sont envoyées aux deux pièces par le biais d'un outil vibrant appelé sonotrode ou tête de soudure. La soudure se fait grâce à la chaleur engendrée à l'interface des deux pièces.
L'équipement nécessaire comporte :
- un dispositif de fixation pour maintenir les pièces à souder ;
- un transducteur électromagnétique ou convertisseur qui va générer les ondes haute fréquence ;
- une sonotrode pour transmettre les ultrasons aux pièces à souder.
Les fréquences typiquement utilisées vont de 20 à 70 kHz et les amplitudes des vibrations varient entre 10 et 120 µm, en fonction du type de matériel et de la forme des pièces à assembler.
Soudage par rotation
Introduction
Le soudage par rotation est la méthode idéale pour réaliser des soudures solides et étanches entre des pièces de révolution en plastique. Une pièce est maintenue immobile tandis que l'autre est mise en pression avec un mouvement circulaire sur la première.
Les avantages par rapport à la soudure ultrason sont :
- investissement pour une production donnée plus faible car les éléments nécessaires sont issus de machines classiques ;
- les influences extérieures ont beaucoup moins d'effet sur la solidité et la qualité des soudures ;
- procédé fondé sur des lois physiques connues et maîtrisées ;
- coûts du matériel de contrôle électrique modérés même dans le cas d'un soudage automatisé.
Si le positionnement relatif des deux pièces doit être dans une position imposée, il faudra prévoir un arrêt en position angulaire.
Principe de base
Dans le soudage par rotation, la chaleur est produite par la rotation et la pression appliquée sur les pièces. Si les deux pièces sont de longueur différente, c'est la plus petite pièce qui sera entrainée en rotation de manière à limiter la masse en rotation et donc les effets d'inertie.
Méthodes
Les méthodes utilisées couramment sont classées en deux groupes.
Soudage par outil pivot
Pendant le soudage, la partie entrainant la pièce en rotation s'engrène sur l'axe d'entrainement et les deux pièces sont pressées l'une contre l'autre. À la fin du cycle, l'axe d'entrainement est débrayé mais la pression est maintenue quelques instants (variables suivant les plastiques soudés).
Soudage par outil à inertie
L'énergie nécessaire au soudage est stockée dans un volant, portant le montage avec une des pièces à souder, accéléré jusqu'à la vitesse voulue. Les deux pièces sont ensuite serrées très fortement l'une contre l'autre jusqu'à ce que le mouvement s'arrête.
Soudage laser
Le soudage laser demande que l'une des pièces soit transparente tandis que l'autre est opaque à la longueur d'onde particulière du laser utilisé. Les deux pièces sont mises en pression tandis que le rayon laser (d'une longueur d'onde comprise entre 800 et 1 100 nm) parcourt la longueur du joint, traversant la première pièce et étant absorbée par la seconde pièce. La chaleur ainsi générée fond le matériel, créant une soudure permanente lors de la phase de refroidissement. Il est également possible d'assembler deux pièces transparentes entre elles en utilisant un vernis absorbant disposé à l'interface.
Soudage par haute fréquence
Principalement utilisée pour le soudage des feuilles de PVC, celles-ci sont placées entre une électrode en laiton et un marbre. Un courant de haute fréquence (généralement 27,12 MHz) fond la matière selon la forme de l'électrode. Des exemples de produits soudés selon ce procédé sont : pare-soleils, porte-cartes, protège-documents (étuis de carnets de chèques…).
Le procédé de la soudure haute fréquence est utilisé pour la soudure instantanée des matériaux thermoplastiques. Il consiste en un champ électrique permettant les vibrations moléculaires nécessaires à un réchauffement interne entraînant le ramollissement des faces à souder.
Autres techniques
Soudure par friction linéaire (dite par vibration), soudure par friction « orbitale », assemblage par air chaud, soudure par points, bouterollage par ultrasons ou par air chaud, soudure par infrarouge, soudure par miroir chauffant, soudure torsionnelle, soudure par chloroforme, etc.