Filetage métrique
Le filetage métrique, ou filetage millimétrique, ou filetage métrique ISO, ou filetage isométrique, ou encore parfois filetage triangulaire, est un filetage normalisé, correspondant à la norme ISO, souvent associé à la lettre M pour les vis et écrous, dont la coupe du filetage, symétrique, s'apparente à un triangle équilatéral — flanc de filet à 60 degrés. Ce type de filetage est le plus fréquent et le plus facile à fabriquer. Il représente un bon compromis entre caractéristiques mécaniques (usure, arrachement…) et facilité de réalisation. Les mesures de ces filetages ISO sont données en millimètres, par opposition aux mesures associées aux principales autres normes, utilisées dans le monde anglophone surtout, fournies en pouce (inch en anglais), comme dans la norme UTS américaine. Des variantes de ces pas ISO peuvent exister, définies éventuellement par la norme ISO, concernant le pas du filetage, la pointe du filetage (le sommet du triangle), l'aspect conique (diamètre variable) ou non de l'ensemble fileté, etc.
En Amérique du Nord, les principales normes utilisées pour les filetages ne sont pas l'ISO, mais pour les vis et écrous l'UTS (angl.) (fr.), et pour les tuyaux la NPT (angl.) (fr.). Pour les tuyaux, la norme anglaise BSP (angl.) domine internationalement. Les valeurs de ces normes UTS, NPT et BSP peuvent être différentes des valeurs des normes ISO, utilisées par exemple en France ou en Allemagne, que ce soit pour les filetages des vis et écrous, ou ceux des tuyaux. La Grande-Bretagne, qui initia la standardisation des filetages au XIXe siècle, avait des normes historiques propres, en pouces -le système impérial anglais-, le BSW, ou encore le BSF (en) et le BAST (en), et pour les tuyaux le BSP, mais elle a désormais rejoint le système ISO -en y imposant parfois, en partie, sa norme historique, comme avec le BSP-, rejoignant ainsi l'ensemble des pays européens ainsi qu'une grande partie du reste du monde, hors Amérique du Nord, où domine l'ISO. Le JIS au Japon est également aligné sur l'ISO à des nuances (en) près[1].
Toutes ces normes couvrent aussi les opérations et outils associés au filetage externe, ainsi qu'au filetage interne ou taraudage.
Vis et écrous
Dans la désignation des vis ou des boulons (boulon signifie parfois improprement une vis de diamètre constant), et écrous associés, le symbole du filetage métrique ISO est la lettre M, une lettre associé aux filetages métriques ISO pour usages généraux (M signifiant Métrique[2]). Ces filetages sont définis par la norme internationale ISO, références 68-1[2], 261, 262...(angl.).
Leur identification suit ainsi typiquement le format suivant : MDiamètre(*Pas(*Longueur)) :
- Le chiffre accolé à la lettre M désigne le diamètre nominal en millimètres (le terme nominal renvoie ici à une valeur de référence qui signifie mesure de diamètre externe en début du filetage pour un composant mâle, car il existe des composants coniques, à diamètre variable).
- Pour la désignation d'un produit le pas du filetage est parfois indiqué ensuite, avec un deuxième chiffre, en millimètres (d'avancement lors d'un tour), ainsi qu'éventuellement d'autres chiffres désignant la longueur de la vis, par exemple M12x1.75x27.0, et éventuellement d'autres lettres et chiffres indicateurs de qualité ou de forme spécifique. Pour un pas standard (coarse thread en anglais), l'indication du pas du filetage dans la désignation est facultative. En effet, à chaque diamètre nominal standardisé correspond un pas unique standardisé, par ex. M14x2 ou simplement M14 car ce pas de 2 mm est standardisé et unique pour du M14. L'indication du pas dans la désignation est surtout nécessaire pour signaler un pas fin (fine thread en anglais), lui aussi standardisé, mais avec parfois plusieurs valeurs différentes possibles de pas; par ex. M14x1.5 ou simplement 14x1.5, c'est-à-dire pour une vis ayant un diamètre principal/externe de 14 mm, et un pas de 1,5 mm, soit une avancée de 1,5 mm par tour de vis, et donc un pas plus fin que le pas normal, standard, de 2 mm.
La norme ISO, pour les filetages pour les vis et écrous, correspond à la norme DIN allemande. Pour le pas standard, la norme DIN 13-1, et pour les filetages à pas fins, la norme DIN 13-2 à 13-11.
Tuyaux
La norme ISO millimétrique est aussi utilisée pour les filetages sur les tuyaux, composants mâles ou femelles. La norme courante, et historique, en plomberie est la norme anglaise BSP (angl.) (British Standard Pipe, litt. tuyau standard britannique), dont un grand nombre de filetages se retrouvent dans les normes ISO 7, 24 et 228, définies à l'origine pour les filetages sur les tuyaux de gaz et utilisée en plomberie en général. Cependant pour ces derniers les filetages sont encore désignés par d'anciennes formules, de simples références désormais, telles que -un exemple parmi d'autres, mais très courant, et où ces deux désignations sont interchangeables sur les schémas, étiquettes, etc.- 1/2" (GB), équivalent à 15-21 (Fr.). Ces chiffres sont des valeurs associées jadis à des tailles intérieures de tuyaux, soit en pouces soit en millimètres. 1/2" (0,5 pouce, ce qui, converti ferait exactement 12,7 mm) et le 15 de 15-21 (des millimètres). Le 21 dans cet exemple correspond à une approximation du diamètre extérieur du filetage. Ces valeurs ne correspondent plus à aucune réalité pour les dimensions intérieures. Le progrès aidant les parois des tuyaux se sont fortement amincies, mais sans modification du diamètre externe usuel du filetage, de l'ordre de 21(mm) dans l'exemple donné. Ces chiffres anciens de diamètres intérieurs ou extérieurs sont donc utilisés, dans les désignations et normes officielles que comme nom de référence ou nominal. Pour les filetages, en français, ces simples références telles que 15-21 sont associées à des expressions comme taille ou désignation nominale, tout comme on parle en français et en anglais, de diamètre nominal (nominal diameter). Cependant en français et pour l'ISO cette dernière notion de "diamètre nominal" ne figure pas comme désignation officielle dans la norme ISO 228-1[3], qui, sans utiliser le terme nominal, préfère utiliser comme désignation pour les différentes tailles de tuyaux les références du système anglais, ex. 3/8, 1/2... (pour du 12/17, 15/21... respectivement). Le terme diamètre nominal (nominal diameter) est une désignation officielle dans la norme nord-américaine NPT et NPS (en), qui représente le diamètre externe du tuyau avant filetage exprimé en pouces (inches en anglais), par ex. 0.840" — soit exactement 21,336 mm — pour un tuyau dit 1/2". Dans la norme anglaise BSP, et la norme ISO associée, on utilise seulement les termes major diameter ou diamètre extérieur du filetage (et non pas du tuyau avant filetage), soit pour le 1/2", 0.825", ou 20,955 mm, soit quasiment 21 mm. Pour des raisons historiques en France, on dit donc pour du 1/2", du 15-21, qui est encore le terme usuel du commerce en plomberie en France aujourd'hui, c'est-à-dire un filetage et taille donnés, uniques et standardisés, sur des objets filetés — tuyaux, écrous, raccords — associés approximativement à un diamètre de 21 (21 mm de diamètre externe du filetage), ce qui permet de simplifier le parler courant, même si la valeur 15, de ce 15-21 n'a absolument plus aucune signification de nos jours (elle correspondait à un diamètre intérieur usuel et approximatif de tuyaux autrefois). Pour les filetages sur les tuyaux selon l'ISO, la réelle dénomination officielle et internationale du 15-21 (mm) est 1/2 (en référence à 1/2" ou pouce). Le 1/2" ou 15-21 correspond pour les tuyaux à un standard de pas de 14, c'est-à-dire 14 tpi, threads per inch, filets par pouce, encore préféré en anglais à la mesure du pas en mm par tour de vis, ou thread pitch en anglais (le pas de 14 tpi est équivalent à 1,814 3 mm/tour[note 1]). Pour les tuyaux ce pas de 14, dans notre exemple, n'est jamais cité en fait car standardisé et unique pour ce diamètre de 21 — son absence signifie la version normale, usuelle du filetage, selon les normes ISO et BSP. Mais ces valeurs officielles ou usuelles du pas renvoient à des mesures en pouces, ce qui est peu parlant en France, d'où la préférence pour la désignation courante ou nominale de 15-21, et pour un pas exprimé en mm (le terme nominal veut simplement dire qu'il s'agit d'une désignation, un nom employé pour désigner quelque chose, mais un nom qui n'a pas nécessairement de lien avec l'exacte mesure ou réalité).
En termes de références, il faut faire attention à ne pas confondre les références pour les tuyaux et pour les vis-écrous, identiques parfois, mais désignant des tailles fort différentes (lié à l'historique des désignations, fort différentes, depuis le 19e siècle). Par exemple, pour les vis, le 1/2" (major diameter) de l'UTS américain — proche du M12 ou M14 métrique défini par l'ISO 68-1 — et pour les tuyaux filetés, le 1/2 (désignation, parfois écrit à tort 1/2") de l'ISO 228. En effet, on a respectivement dans cet exemple, pour une désignation identique, des diamètres extérieurs de filetage de 12,7 mm et de 21,0 mm.
Mesure du pas
Dans la norme ISO, le pas est un avancement mesuré en millimètres par tour (de vis ou d'écrou). Cependant, les normes anglophones utilisent également une autre mesure du pas, historique, le nombre de filets par pouce (inch) = TPI, threads per inch (appelé aussi thread density, densité de filets). Une formule mathématique simple permet de passer facilement d'une mesure à l'autre, et généralement on trouve les deux mesures dans les tableaux fournis par les normes anglophones[note 1].
Le terme usuel pas de vis, se traduit en anglais par screw thread ou juste thread, litt. filetage de vis ou filetage (où le mot anglais screw signifie comme en français avec son équivalent vis, tout ce qui sert à serrer ou fixer avec un filetage, que ce soit avec ou sans écrou, que ce soit donc selon l'acception populaire de ces mots, vis ou boulon, ce dernier terme étant ambigu, voir l'article concerné).
Détails concernant vis et écrous
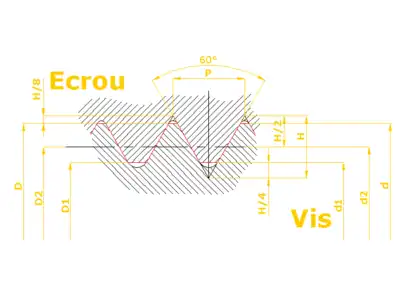
Profil du filetage métrique (valeurs en millimètres)
L'angle du filetage métrique étant de 60°, ce filetage a la forme d'un triangle équilatéral dont la profondeur H est fonction de la taille P du pas : H=√3P/2. Cependant, la valeur du diamètre intérieur d1 du boulon en fonction du diamètre nominal D et du pas P n'est pas exactement d1=D−2H, du fait de l'arrondi du filetage (valeurs H/8 et H/4 sur le schéma ci-dessous). On arrive ainsi à une valeur plus précise d1=D−2x(5H/8)=D-2x(5√3P/2)/8=D-5√3P/8, soit d1=D-1,0825×P. Pour être rigoureux, il s'agit d'une valeur approchée par excès de d1, puisque que le fond de filet du boulon est arrondi et non plat (la valeur H/4 utilisée dans ces calculs est un peu trop grande pour aller au fond du filet).
 Profil métrique |
 Filetage M20 |
| d = D = diamètre nominal | P = pas | H = 0,866 × P |
| d1 = D1 = d – 1,0825 × P | d2 = D2 = d – 0,6495 × P | d3 = d – 1,2268 × P
d3 : entre l'axe et le fond de l'arrondi de la vis |
Les arrondis de fond de filet sont tels qu'ils ne génèrent aucune arête apparente (cercle de fond de filet tangent aux deux faces du filet)
Il en ressort que le rayon vaut :
- pour la vis : r = 0,1443 × P
- pour l'écrou : r = 0,0722 × P
Pas standard
| Diamètre nominal | Pas de vis
en mm |
Diamètre intérieur de l'écrou
en mm |
Diamètre de perçage
avant taraudage |
|---|---|---|---|
| Ø | |||
| M1 | 0,25 | 0,729 | 0,75 |
| M1,1 | 0,25 | 0,829 | 0,85 |
| M1,2 | 0,25 | 0,929 | 0,95 |
| M1,4 | 0,3 | 1,075 | 1,1 |
| M1,6 | 0,35 | 1,221 | 1,25 |
| M2 | 0,4 | 1,567 | 1,6 |
| M2,5 | 0,45 | 2,013 | 2,05 |
| M3 | 0,5 | 2,459 | 2,5 |
| M4 | 0,7 | 3,242 | 3,3 |
| M5 | 0,8 | 4,134 | 4,2 |
| M6 | 1 | 4,918 | 5 |
| M7[4] | 1 | 6 | |
| M8 | 1,25 | 6,647 | 6,8 |
| M10 | 1,5 | 8,376 | 8,5 |
| M12 | 1,75 | 10,106 | 10,25 |
| M14 | 2 | 11,835 | 12 |
| M16 | 2 | 13,835 | 14 |
| M18 | 2,5 | 15,294 | 15,5 |
| M20 | 2,5 | 17,294 | 17,5 |
| M22 | 2,5 | 19,294 | 19,5 |
| M24 | 3 | 20,752 | 21 |
| M27 | 3 | 23,752 | 24 |
| M30 | 3,5 | 26,211 | 26,5 |
| M33 | 3,5 | 29,211 | 29,5 |
| M36 | 4 | 31,67 | 32 |
| M39 | 4 | 34,67 | 35 |
| M42 | 4,5 | 37,129 | 37,5 |
| M45 | 4,5 | 40,129 | 41,5 |
| M48 | 5 | 42,588 | 43 |
| M52 | 5 | 46,588 | 47 |
| M56 | 5,5 | 50,047 | 50,5 |
| M60 | 5,5 | 54,047 | 54,5 |
| M64 | 6 | 57,505 | 58 |



L'emploi des valeurs en gras est recommandé. Il faut éviter l'emploi des valeurs en non gras.
Pas fin
Dans certains domaines industriels comme les raccords de tuyauterie métrique, la désignation du filetage à pas fin est parfois écrite avec le pas en 1/100 de mm, exemple : M12 x 150 R signifiant M12x1,5 à droite. La lettre du sens de vissage peut se rencontrer en version française D/G ou anglaise R/L. Son absence implique que le sens est à droite.
| Diamètre nominal | Pas de vis
en mm |
Diamètre sur flancs
en mm |
Diamètre du noyau de la vis
en mm |
Diamètre intérieur de l'écrou
en mm |
Section du noyau
en mm2 |
Section résistante
de la vis en mm2 |
|---|---|---|---|---|---|---|
| 1,6 | 0,2 | |||||
| 2 | 0,25 | |||||
| 2,5 | 0,35 | |||||
| 3 | 0,35 | |||||
| 4 | 0,5 | 3.387 | 3,387 | 3,459 | 9,79 | |
| 5 | 0,5 | 4,675 | 4,387 | 4,459 | 16,1 | |
| 6 | 0,75 | 5,513 | 5,080 | 5,188 | 22,0 | |
| (8) | 0,75 | |||||
| 8 | 1 | 7,350 | 6,773 | 6,917 | 39,2 | |
| (10) | 0,75 | |||||
| (10) | 1 | |||||
| 10 | 1,25 | 9,188 | 8,466 | 8,647 | 61,2 | |
| (12) | 1 | |||||
| 12 | 1,25 | 11,188 | 10,466 | 10,647 | 88,1 | |
| (12) | 1,5 | |||||
| (14) | 1 | |||||
| (14) | 1,25 | |||||
| 14 | 1,5 | |||||
| (16) | 1 | |||||
| 16 | 1,5 | 15,026 | 14,160 | 14,376 | 167 | |
| (18) | 1 | |||||
| 18 | 1,5 | |||||
| (18) | 2 | |||||
| (20) | 1 | |||||
| 20 | 1,5 | 19,026 | 18,160 | 18,376 | ||
| (20) | 2 | |||||
| (22) | 1 | |||||
| 22 | 1,5 | |||||
| (22) | 2 | |||||
| (24) | 1 | |||||
| (24) | 1,5 | |||||
| 24 | 2 | 22,701 | 21,546 | 21,835 | ||
| 30 | 2 | 28,701 | 27,546 | 27,835 | 621 | |
| M36 | 3 | 34,051 | 32,319 | 32,752 | 865 | |
| M42 | 3 | 40,051 | 38,319 | 38,752 | 1206 | |
| M48 | 3 | 46,051 | 44,319 | 44,752 | 1604 | |
| M56 | 4 | 53,402 | 51,093 | 51,670 | 2144 | |
| M64 | 4 | 61,402 | 59.093 | 59.670 | 2851 | |
| M72 | 4 | 69,402 | 67,093 | 67,670 | 3658 | |
| M80 | 4 | 77,402 | 75,093 | 75,670 | 4566 | |
| M90 | 4 | 87,402 | 85,093 | 85,670 | 5840 | |
| M100 | 4 | 97,402 | 95,093 | 95,670 | 7280 |


L'emploi des valeurs en gras est recommandé. Il faut éviter l'emploi des valeurs en non gras. Et les valeurs entre parenthèses ne devraient pas être utilisées.
Notes et références
Notes
- Différentes mesures du pas selon les normes. Il existe deux indicateurs du pas, selon les normes, p et d. Un tour de 360° fait avancer une vis ou écrou de l'épaisseur d'un filet (thread pitch). C'est donc l'épaisseur de ce filet, p, qui est une des deux mesure du pas d'un filetage, celle utilisée par la norme ISO. Par ailleurs, d = nombre de filets par pouce (inch) = TPI, threads per inch (appelé aussi thread density, densité de filets) est l'autre mesure du pas, souvent utilisée aux États-Unis et en GB, normes UTS, NPT et BSP. Dans ce dernier cas, l'épaisseur d'un filet (pitch) pi = 1/d, valeur mesurée en pouce (inch). Comme un pouce vaut 25,4 mm, le pas p, mesuré en millimètres, vaut donc p = 1/d x 25,4 mm. Exemple aux États-Unis, la norme UTS, donne, pour un boulon de 1/2, les deux valeurs du pas d = 13 (TPI) et p = 1,953 8 mm, deux valeurs vérifant cette formule (le 2e chiffre donné dans le tableau de l'UTS, résultat de calcul, est une approximation).
Références
- détail des différents standards et leurs historiques - voir ce § et suivants de cet article sur les filetages et pas de vis; en anglais.
- norme ISO 68-1 introduction sur le site officiel de l'ISO (français)
- extraits norme ISO 228-1 fr.(2000) angl.(2003)
- « Vis tête hexagonale entièrement filetée DIN 933 M7 X 1.00 X 35mm cl. 8.8 », sur Fixations haute qualité, près de 20000 références (consulté le )
Voir aussi
Articles connexes
- Filetage trapézoïdal
- Filetage rond
- Filetage gaz
- Filetage en dents de scie
- Désignation des vis
- Filetage Cote sur piges