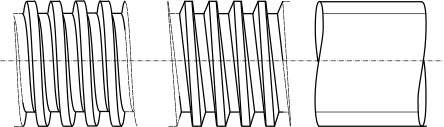
Filetage trapézoïdal
Le pas de vis trapézoïdal est utilisé pour la transmission d'efforts importants et précis. On distingue deux sortes de filets trapézoïdaux :
- Le pas métrique avec des flancs formant un angle de 30°,
- Le système Acmé dont le pas est exprimé en pouces avec des flancs formant un angle de 29°.
Pas métrique 30°
Toutes les dimensions sont en millimètres, l’angle du trapèze est de 30° et le diamètre D de l’axe sera choisi dans la série des diamètres normalisés.
| Pas en mm |
a | b | h | f | f1 | d | d2 | d3 | D[1] (ex.) |
|---|---|---|---|---|---|---|---|---|---|
| 2 | 0,20 | 0,30 | 1,20 | 0,73 | 0,62 | D-2,4 | D+0,4 | D-1,8 | 10 |
| 3 | 0,25 | 0,50 | 1,75 | 1,10 | 0,96 | D-3,5 | D+0,5 | D-2,5 | 12 |
| 4 | 0,25 | 0,50 | 2,25 | 1,46 | 1,33 | D-4,5 | D+0,5 | D-3,5 | 16/20 |
| 5 | 0,25 | 0,75 | 2,75 | 1,83 | 1,70 | D-5,5 | D+0,5 | D-4 | 24/28 |
| 6 | 0,25 | 0,75 | 3,25 | 2,20 | 2,06 | D-6,5 | D+0,5 | D-5 | 32/36 |
| 8 | 0,25 | 0,75 | 4,25 | 2,96 | 2,79 | D-8,5 | D+0,5 | D-7 | 48/52 |
| 10 | 0,25 | 0,75 | 5,25 | 3,66 | 3,53 | D-10,5 | D+0,5 | D-9 | 70/80 |
| 12 | 0,25 | 0,75 | 6,25 | 4,39 | 4,26 | D-12,5 | D+0,5 | D-11 | 90/100 |
| 16 | 0,50 | 1,50 | 8,50 | 8,86 | 5,59 | D-17 | D+1 | D-14 | 160 |
| 20 | 0,50 | 1,50 | 10,50 | 7,32 | 7,05 | D-21 | D+1 | D-18 | 220 |
Pas système ACME
Utilisé dans les pays anglo-saxons, ce système a des filets en forme de trapèze isocèle dont les flancs sont inclinés à 14°30’, soit un triangle isocèle de 29° tronqué. Les dimensions sont exprimées en mm.
| Diamètre en pouces |
Diamètre en mm |
Pas[1] en filets / pouce |
h1 | f | f1 |
|---|---|---|---|---|---|
| 1 | 25,400 | 5 | 12,95 | 9,41 | 9,28 |
| 1/2 | 12,700 | 10 | 6,60 | 4,70 | 4,57 |
| 1/3 | 8,466 | 4,48 | 3,13 | 3,00 | |
| 1/4 | 6,350 | 16 | 3,42 | 2,35 | 2,22 |
| 1/5 | 5,080 | 2,79 | 1,88 | 1,75 | |
| 1/6 | 4,233 | 2,36 | 1,56 | 1,43 | |
| 1/7 | 3,628 | 2,06 | 1,34 | 1,21 | |
| 1/8 | 3,175 | 1,84 | 1,17 | 1,04 | |
| 1/9 | 2,822 | 1,66 | 1,04 | 0,91 | |
| 1/10 | 2,540 | 1,52 | 0,94 | 0,81 |
Réalisation
La réalisation des outils, comme pour le filet carré, se fait dans un foret à centrer cassé monté sur un porte-grain. Un outil de forme carrée à la largeur de fond de filet et un autre de forme trapézoïdale pour usiner les flancs du trapèze.
Sur la vis comme sur l’écrou, exécuter un épaulement au diamètre à fond de filet qui servira de repère lors de l’usinage. À vitesse de rotation faible, procéder par petites passes en profondeur de 0,1 mm. Attention aux angles de coupe et au bourrage possible des copeaux. Ce dernier inconvénient peut être fortement limité en montant l’outil à l’envers et en inversant le sens de rotation et d’avance, les copeaux tombant par leur propre gravité. Un arrosage ne nuira pas pendant l’usinage et l’usinage se fera en deux temps : filet carré en ébauche puis filet trapézoïdal.