Cotte de mailles annulaire
Une cotte de mailles annulaire est un équipement défensif constitué d'un assemblage d'anneaux métalliques (fer, acier, bronze, cuivre...).

Cet équipement a pour but de protéger son porteur des coups tranchants. Par contre, une cotte de mailles est inefficace face à des coups contondants ou perforants. Pour pallier ce défaut, il convient de porter sous la cotte une protection supplémentaire. Cette protection supplémentaire consiste en un vêtement rembourré qui aide à résister aux coups contondants et perforants (comme le gambison ou la jaque légère).
Toujours dans cette optique, on peut également rajouter sur la cotte d'autres éléments de protection tels que des macles (mailles plates) ou des plates (grandes macles) voire des éléments d'une armure de plates comme une pansière, des spalières...
Avant le XIIe et jusqu'au milieu du XIIIe siècle, les objets en maille annulaire étaient également désignés sous le terme de « jaseran » (jazeran). L'armement évoluant, ce terme a progressivement changé de sens pour désigner des objets faits en mailles plates reliées par des mailles annulaires.
Les qualificatifs de « tresli » (tressé, entremêlé) et d'« haubergerie » (constituant les hauberts), en opposition aux mailles plates des broignes, ont fini par désigner les mailles annulaires. Le terme « annulaire » est en fait un qualificatif « moderne ».

Histoire européenne
Suivant les formes et les époques, les cottes de mailles ont pris différents noms :
- lorica hamata
- jaseran
- haubert de mailles
- haubergeron
D'origine celte, les loricae hamatae furent adoptées par les armées de la Ligue latine (qui devinrent les armées romaines) après la prise de Rome par des troupes celtes (environ en 350 av. J.-C.). Ce sera le harnois le plus utilisé par les armées de la Ligue latine, puis par celles de la République et de l'Empire romain.
Elles commenceront à disparaître au VIe siècle dans l'Empire romain d'Occident au profit de la broigne, à la suite des réformes des fabricae. Ces réformes, menées lors d'une grave crise monétaire, prescrivaient que la fabrication de l'armement devait se faire en fabrique et non plus par les légions, afin de réduire les couts de production. L’Empire romain d'Orient, lui, continuera normalement à en faire usage.
Généralement trop coûteuse pour les guerriers Francs de l’ère Mérovingienne, seuls les nobles Carolingiens les plus riches peuvent s’en doter. Les guerriers Vikings les plus expérimentés s’en équipent grâce aux fruits de leurs pillages ou du commerce maritime. Les Normands portent des hauberts descendant jusqu’aux genoux, une coiffe de maille et parfois des chausses de maille. Plus tard, les progrès de l’armure de plate tendent à réserver l’usage de la maille pour protéger les interstices entre les plaques de l’armure, comme les aisselles ou les coudes.
Au XVe siècle, à la suite de l'invention de la poudre à canon et du fusil, les défenses corporelles disparurent progressivement. Seules survécurent des cuireries légères (la forme la plus simple des jaques), des cottes de mailles légères (jusqu'au XVIe siècle inclus), et la cuirasse ou plus simplement le plastron de cuirasse équipant les régiments de cuirassés.
Cependant, la maille annulaire n'a pas été uniquement utilisée comme cotte mais également comme:
Diamètres et matière du fil et des anneaux
Le diamètre intérieur des anneaux variait, en général, entre 5 et 10 millimètres. Plus la taille de l'anneau est petite, plus la cotte est résistante.
Le diamètre du fil variait entre 1 et 2 millimètres. Plus le fil est gros, plus la cotte est résistante.
Le fer fut le métal de base pour la fabrication des cottes de mailles. Le bronze était moins solide, l'acier et le cuivre plus chers et les autres métaux (aux époques considérées) inaptes.
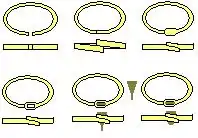
Différentes manières de fermer une maille annulaire
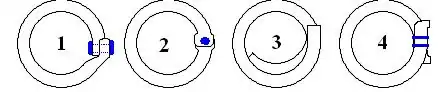
- 1 et 2 : Par rivetage : les deux extrémités de l'anneau sont rivetées. Le rivet peut être placé perpendiculairement (1) ou dans le plan de l’anneau (2). La seconde méthode (2), dite à « grain d'orge », est plus complexe mais est plus solide ; elle a été la plus couramment utilisée, le rapport solidité/difficulté/couts étant le plus avantageux.
- 3 : Les anneaux sont fermés comme certains anneaux de porte-clés actuels.
- 4 : Certaines mailles de fort diamètre ont parfois été fermées par une ligature réalisée à l’aiguille. Ce système a deux défauts :
- La fermeture de l’anneau est fragile
- L’anneau est très large et donc la cotte de mailles est moins solide
- La soudure : cette méthode est comparable au rivetage sauf que les extrémités ne sont pas rivetées mais soudées.
- L'aboutement (l'absence de fermeture) : les extrémités du fil faisant l'anneau sont simplement mis bout-à-bout, l'une en face de l'autre. C'est la méthode de fermeture la plus facile. Mais également la plus fragile.
- Par anneaux pleins : les anneaux sont coulés directement sous leur forme définitive d'anneaux. Ils n'ont donc pas d'extrémités à riveter ou à souder. Ce sont les anneaux les plus solides. On les assemble à des anneaux ouverts.
Schéma d'assemblage
Les méthodes d'assemblage des anneaux ont aussi varié suivant les époques et les régions.
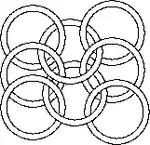
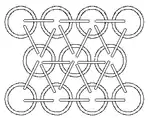
Le « quatre en un »
En Europe, ce schéma est le plus courant. Il est dit des « quatre en un » car chaque anneau passe dans quatre autres anneaux. On l'appelle aussi « maille européenne ».

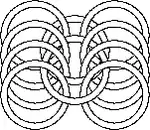
Le « six en un »
La technique du « six en un » est parfaitement comparable à la technique du quatre en un sauf que chaque anneau, au lieu de passer dans quatre autres, passe dans six. L'intérêt de passer du quatre en un au six en un est d'augmenter la « résistance à la déchirure » de la maille. Plus l'anneau passe dans d'autres anneaux, plus la cotte de mailles voit sa résistance augmentée. Cependant, le poids et la rigidité de la cotte augmentent aussi sans qu'on puisse réellement noter une augmentation de la protection qu'elle offre.

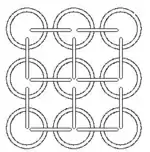
Variante japonaise du « quatre en un »
Ce schéma semble n'avoir jamais été utilisé en Europe, dans le proche Orient ou au Maghreb.
Le nom japonais de cette maille est so gusari, ou seiro gusari lorsque chaque maille est doublé. Ce type de maille s'accommode particulièrement bien d'un montage comprenant deux types de mailles différentes. Les mailles posées à plat pouvant être circulaire, et les mailles verticales les reliant pouvant être ovales et plus petites. Un tel mélange dans les types de mailles permet de limiter l'encombrement du tissu de maille (moindre épaisseur).
Assemblage « six en un » dit « en quinconce » ou « maille japonaise »
Les noms japonais de la maille en quinconce sont asa no ha gusari ou hana gusari. Comme pour la maille normande, les montages utilisant deux types de mailles sont les plus courants. Ce type de maille ne semble pas avoir été utilisé en Europe, dans le Proche-Orient ou au Maghreb. Elle semble très connue en Asie (Chine, Japon, Inde, etc.). Plus complexe que la maille normande, elle aurait toutefois été moins utilisée.

« Cotte de mailles » japonaise
Le Japon utilisait bien plus de types de maille que l'Europe ou le Proche-Orient[1]. Certaines particularités sont surprenantes aux yeux des Européens. Les anneaux étaient fermés (rivetage), ou les bords étaient juste « aboutés » et ne tenaient en place que par la rigidité de la maille. Les mailles étaient systématiquement protégés de l'oxydation (laque, patine de surface, etc.). Des structures plus simples et légères que les mailles européennes étaient quasiment systématiques. De nombreux types de tissus de mailles, tant annulaires que jaseran, étaient ajourés. Ces « trous » dans la structure du tissu le rendaient inapte à se soutenir de lui-même.
Les cottes de mailles, au sens propre, semblent avoir été très communes. L'usage courant était de coudre un « tissu de maille » sur un vêtement sous-jacent. De telles protections s'apparentaient plus à des broignes qu'à des cottes de mailles. Ce type de défense privilégiait la souplesse, la liberté de mouvements, la simplicité de réparation, mais faisait l'impasse sur une solidité plus grande, et sur une défense « continue » présentant de large « trous » dans le tissu de maille.
Toutefois, les mailles 4:1 « classique » (nanban gusari) semblent être devenues courantes à partir de la période Azuchi Momoyama (de 1573 à 1603).




_butted_link_clse_up_view.jpg.webp)

Maille indienne

L'Inde est intéressante du point de vue des armements car, entre le Proche-Orient et l'Extrême-Orient, elle bénéficie du savoir-faire des deux traditions.
Cette maille inhabituelle en est l'exemple. Elle semble avoir été construite à partir d'une seule barrette tordue en forme de huit, puis soudé[2]. C'est l'extrême limite de la maille annulaire et de la maille plate.
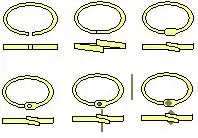
Construction, et rivetage, d'une maille annulaire en Europe occidentale à partir du XIIe siècle.
À partir d'un anneau (1) de fil de fer (ou d'acier), superposer les bords en déformant l'anneau (2).
Aplatir les bords l'un sur l'autre (3) Percer les bords aplatis (poinçonnage). Le trou devant être rectangulaire, le poinçon doit avoir la bonne forme (4).
Ajouter le « rivet », une sorte de cal triangulaire, et non un rivet comme au Proche-Orient, en Europe orientale ou au Maghreb.(5)
Forcer le « rivet » à travers les trous de l'anneau, et mater le « petit côté » du rivet (6) (martelage sur une enclume ? pince ?).
Le pseudo rivet était souvent fait en métal ferreux plutôt qu'en airain, ou en un autre métal facile à travailler.
Les cottes de mailles annulaire européenne semble avoir été majoritairement réalisées en fer plutôt qu'en acier. Cependant, des pièces en acier datant du XIVe siècle existent encore.
Outre les tissus de maille réalisé directement en acier, il semble que des tissus de mailles aient pu être cémentés après fabrication. Le livre Magiae naturalis ((en) Natural Magick[3]), datant du XVIe siècle, donne une « recette » pour cémenter une cotte de fer. Cependant, la méthode a pu être connue depuis bien plus longtemps vu que la cémentation de pièces de fer est pratiquée depuis l'antiquité romaine. (Les épées « d'argent », tel Tizona du Cid (XIe siècle) sont des épées cémentées après forgeage). Le traitement de cémentation utilisé leur donnaient des reflets argentés.
Construction, et rivetage, d'une maille annulaire en Europe orientale et au Proche-Orient.
La grande différence avec la méthode en Europe occidentale, aux mêmes périodes, est l'utilisation de rivets (souvent en airain) plutôt que de cal triangulaire tenant lieu de rivet.
Voir aussi
Articles connexes
Liens externes
- (fr) Sur les cottes de mailles
- (fr) Sur les cottes de mailles
- (fr) Sur la fabrication et l'assemblage de cottes de mailles
- (en) An illustrated list of maille weaves, décrit comment réaliser différentes mailles
- Exemples
- Mailles annulaires
- Afrique
- Europe
- Proche Orient
- Mailles jaseran
- Malaisie ou Philippines
- Contre exemple de mailles cousues sur un support textile. Les zooms permettent de détailler la manière dont les mailles sont fixées au tissu, soit en couvrant totalement le support, soit en formant un « treillis » laissant à jour des parties non protégées.
- Élément d'armure japonaise
- Manche d'armure - Musée du quai Branly - Site Europeana (Zoom possible)
- Manche d'armure - Musée du quai Branly - Site Europeana (Zoom possible)
- Manches d'armure - Musée du quai Branly - Site Europeana (Zoom possible)
- Chaussure d'arme - Romans ; musée international de la Chaussure - Site Europeana (Zoom possible)
- Élément d'armure japonaise
- Mailles annulaires
Illustrations
 Soldat romain du nord en lorica hamata
Soldat romain du nord en lorica hamata Cottes de mailles
Cottes de mailles Cotte de mailles polonaise du XVIIe siècle
Cotte de mailles polonaise du XVIIe siècle Détail d'une cotte de mailles annulaire du type 4 en 1 avec anneaux rivés en « grain d'orge ». Vers 1350.
Détail d'une cotte de mailles annulaire du type 4 en 1 avec anneaux rivés en « grain d'orge ». Vers 1350.
Références
- Quelques types de mailles utilisés au Japon
- site Royal armouries (Tour de Londres, Fort Nelson, etc.), section scientifique
- Magiae naturalis, livre datant de 1558 traite de « magie naturelle » et de « physique » selon les critères de son époque. L'ouvrage traitait de nombreux sujets, dont les métaux. Il donnait de nombreuses recettes, allant des savoir-faire éprouvés, aux pire superstitions. Il est donc à prendre avec précaution.
Magiae naturalis/Natural Magick, 1658, English Edition
20 livres dont le tome 13 consacré à l'acier (en) The Thirteenth Book "Of Tempering Steel"
How an Habergeon or Coat of Arms is to be tempered.
Take soft Iron armor of small price, and put it into a pot, strewing upon it the powders above said, cover it, and lute it over, that it have no vent, and make a good fire about it. Then at the time fit, take the pot with Iron pinchers, and striking the pot with a hammer, quench the whole harness, red hot, in the foresaid water. For so it becomes most hard, that it will easily resist the strokes of Poniards. The quantity of the powder is, that if the harness be ten or twelve pounds weight, lay on two pounds and a half of powder, that the powder may stick all over. Wet the armor in water, and roll it in the powder, and lay it in the pot by courses. But, because it is most hard, lest the rings of a coat of mail should be broken, and fly in pieces, there must be strength added to the hardness. Workmen call it a Return. Taking it out of the water, shake it up and down in vinegar, that it may be polished, and the color be made perspicuous. Then make red hot a plate of Iron, and lay part of the coat of mail, or all of it upon the same. When it shows an ash color, workmen call it Berotinum. Cast it again into the water, and that hardness shall have one that will resist all blows. By the mixture of sharp things, Iron is made hard and brittle. But unless strength be added, it will fly in pieces with every blow. Therefore it is needful to learn perfectly how to add strength to it.
Traduction approximative :
« Comment un Haubergeon ou un manteau d'armes doit être trempé (Trempé dans le sens « acier trempé »). » Prendre une armure de fer de bas prix, et la mettre dans un pot (creuset), répandre les poudres dont on a parlé au-dessus, le couvrir, et le luter (enduire le contact entre le creuset et son couvercle par un enduit qui durcira au feu et fermera hermétiquement le creuset), de façon qu'il ne reste aucun « vent », et chauffer le creuset sur un bon feu.
Après un temps approprié, retirer le pot avec la pince de fer, frapper le pot avec un marteau (le lutage ayant sceller le creuset, il faut le briser pour l'ouvrir), refroidir rapidement le harnois entier chauffé au rouge dans l'eau mentionnée ci-dessus (opération de trempe).
Pour qu'ainsi il devienne plus dur, il résistera alors facilement aux coups de poignards.
La quantité de poudre est, pour un harnois pesant dix à douze livres, de deux livres et demi de poudre, que la poudre peut coller partout. Mouiller l'armure dans l'eau, la rouler dans la poudre, et la mettre dans le pot (by courses ?). Mais, parce qu'il est le plus dur, comme les anneaux du tissu de maille peuvent casser et voler en morceaux il faut ajouter de la résistance à la dureté.
Ce que les ouvriers appelle un retour (recuit). En la sortant de l'eau, la secouer de haut en bas dans du vinaigre, pour qu'il puisse être poli, et la couleur soit rendue perspicuous. Chauffer au rouge ardent une plaque du fer, et y étendre une partie du tissu de maille, ou son intégralité. Quand il prend une couleur de cendre, les ouvriers l'appellent Berotinum. Le plonger encore dans l'eau, et sa dureté lui permettra de résister à tous les coups. Par l'union d'éléments aiguisés, le fer est rendu dur et fragile. Mais à moins que de la résistance ne soit ajoutée, il volera en éclats à chaque coup. Par conséquent il est nécessaire d'apprendre parfaitement comment lui ajouter de la résistance.
Explications:
À partir de 1500 °C une certaine quantité de carbone peut être dissoute dans le fer. Cet alliage est appelé acier.
Par conséquent, en enferment un tissu de maille de fer dans un environnement riche en carbone et en le chauffant à une température adéquate il est possible d'aciérer ce tissu de maille. Ce processus est appelé cémentation. Les additifs nécessaires sont:- Du carbone (poudre de charbon de bois, noir animale etc.)
- Des fondants (produits tel le cilice favorisant la fusion du fer ou, comme le nitrate contenue dans les guanos, qui aide le carbone à diffuser dans le fer ).
La structure cristalline est modifié et le métal devient moins dure et moins cassant. Cette opération s'appelle le recuit. Dans le cas décrit, le traitement de cémentation est fait en environnement contrôlé (creuset) pour éviter des réactions inopportune du métal. Pour éviter que les résidus des additifs utilisés lors de la cémentation ne s'incruste dans l'acier, ou en modifie la texture de surface (effet peau d'orange), il est nécessaire de nettoyer le métal avant le recuit. Pour cela, un acide dilué (eau vinaigrée) est souvent nécessaire.