Moulage par injection et soufflage
Le moulage par injection et soufflage[1] ou plus simplement l'injection-soufflage est un procédé de mise en forme de matériaux polymères thermoplastiques ou du verre qui est utilisé pour fabriquer des corps creux, tels des flacons et des bouteilles.
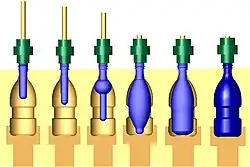
 Préforme.
Préforme. Préforme et bouteille finale.
Préforme et bouteille finale.
Principe
Ce procédé consiste à combiner la technique d'injection avec celle du soufflage.
Dans un premier temps, la matière est injectée pour former une paraison (préforme) également surnommée "chaussette"[2], dont la forme évoque un « tube à essai ». Le col de la préforme a déjà sa forme définitive : c'est la partie qui sert à tenir la future bouteille pendant l'opération de soufflage, elle ne peut donc pas être elle-même déformée. Par ailleurs, s'il est prévu de mettre un bouchon, la forme du col intègre le système de fixation, par exemple le pas de vis : le procédé d'injection est idéal pour obtenir des formes complexes.
La préforme est stockée et transportée vers le site de soufflage. Elle est ensuite réchauffée et soufflée à la forme voulue. Certaines entreprises enchaînent les deux opérations sur le même site, mais les entreprises d'injection et les entreprises de soufflage sont en général différentes :
- l'injection est effectuée par un ou plusieurs sous-traitants, spécialisés dans l'injection plastique ;
- le soufflage est effectué par le fabricant du produit qui sera dans la bouteille, il existe d'ailleurs des chaînes complètes de soufflage-remplissage (voire allant jusqu'à l'étiquetage et la palettisation).
D'un point de vue pratique :
- le fait d'enchaîner les opérations permet de ne pas avoir à réchauffer trop la préforme pour le soufflage, mais pose le problème de la maîtrise de la température ;
- par ailleurs, contrairement à d'autre applications d'injection, le polymère doit ensuite être énormément déformé et ne doit donc pas cristalliser au niveau du corps, ce qui impose de travailler avec un moule refroidi ; le préforme sort donc relativement froide, ce qui relativise l'économie de chauffage attendue ;
- l'injection est une opération relativement lente (plusieurs secondes) alors que le soufflage est très rapide (de l'ordre d'une seconde), ce qui pose le problème d'accorder les cadences si l'on enchaîne les opérations.
Pour le soufflage, la préforme est enfermée dans un moule de soufflage ayant la forme désirée. Le moule est formé de deux demi-coquilles et un fond amovible, cette séparation permettant le démoulage :
- le fond amovible permet d'avoir un fond concave, ce qui assure une bonne stabilité de la bouteille :
- d'une part un fond plat se retrouverait bombé vers l'extérieur sous l'effet du poids du liquide, et éventuellement de la pression du gaz carbonique pour les boissons gazeuses[3]
- et d'autre part un évidement central permet de s'adapter aux défauts de la table ou aux plis de la nappe, certaines bouteilles comportent même des pieds[4],
- le fond comporte fréquemment des nervures, elles aussi concaves, qui le rigidifient, les fonds les plus résistants ont une forme dite « pétaloïde »[5],
- notons par ailleurs que l'on peut donner au fond la forme en creux du bouchon, ce qui permet d'empiler les bouteilles[6],
- et enfin, une concavité réduit le volume intérieur, ce qui est parfois utilisé pour donner l'impression au client que la bouteille a une plus grande contenance (le client perçoit le volume extérieur apparent de la bouteille, mais achète le contenu qui a le volume intérieur) ;
- la séparation des deux demis coquilles permet d'avoir des formes complexes assurant les fonctions :
- rigidification de la bouteille — éviter une déformation inesthétique lors du remplissage et lors de la préhension (bouteille molle) —, par des rainures circonférentielles, mais qui réduisent également la résistance à l'écrasement (problème lors de l’empilage des palettes),
- esthétique de la bouteille (identité de la marque),
- facilité de préhension (section centrale à la taille de la main, surface rugueuse assurant une meilleure adhérence).
La tuyère de soufflage vient s'appliquer sur le col, et de l'air comprimé (le plus souvent) est injecté dans la cavité par l'orifice de la préforme afin de plaquer la matière contre l'empreinte. La pression de soufflage est de quelques dizaines de bars. Le polymère se refroidit au contact du moule ce qui fige la pièce dans sa forme finale.
Dans de nombreux cas, on effectue un étirage-soufflage : une fois la préforme introduite dans le moule, une canne d'étirage vient étirer la matière dans l'axe, et l'on effectue un présoufflage à quelques bars de pression, qui forme une bulle. Ainsi, les chaînes polymères sont orientées à la fois dans l'axe de la bouteille, et tangentiellement. Cette bi-orientation améliore les propriétés mécaniques de la bouteille ; on utilise parfois l'acronyme SBO, pour soufflage bi-orienté. On effectue ensuite le soufflage final.
Notes et références
- Vocabulaire de la chimie et des matériaux, Termes, expressions et définitions publiés au Journal officiel, FranceTerme, 2018
- Katherine Glasgow, Vincent L. Lanning et Michael K. Pilliod, Procédé de moulage par injection-soufflage et article, (lire en ligne)
- voir par exemple les brevets [US5454481 Integrally blow molded container having radial base reinforcement structure] (1994), [FR2932458 Container, in particular a bottle, made from thermoplastic material equipped with a reinforced bottom] (2009)
- voir par exemple les brevets [US3598270 Bottom end structure for plastic containers] (1971), [US3871541 Bottom structure for plastic containers] (1975), [GB2098167 Free-standing plastics containers] (1982)
- voir par exemple les brevets [MX9705621 One piece self-standing blow molded container] (1995), [US2012168533 Package Comprising Petaloid Shaped Base for Producing Foam and Dispersing Creamer and Flavor](2009), [WO2012140358 Double-valley petaloid container bottom] (2012)
- voir par exemple le brevet [CN102040023 Stacking method of PET (Polyethylene Terephthalate) packaging bottles] (2011)
Voir aussi
Autres projets commons=Blow molding
Articles connexes
- Mise en forme d'un matériau
- Extrusion
- Soufflage du verre
- EcoARK
- Fabricants de machines :
Liens externes
- B-Sim, une simulation du soufflage