Moletage
Le moletage est une opération qui consiste à réaliser des stries sur une surface - l'usage de la molette peut être à but pratique ou décoratif, notamment pour les bougeoirs de style Louis XVI, Empire, Directoire... Il existe des dizaines de modèles de décor. Cette surface est presque toujours un cylindre. Et l'opération est réalisée généralement sur un tour.

Le moletage désigne aussi les stries (la partie moletée).
Fonction
Un moletage permet d'augmenter l'adhérence dans le but de faciliter la manœuvre d'une pièce. Mais elle peut être aussi la préparation d'une surface en vue d'obtenir une meilleure adhérence avec un autre composant dans le cas du surmoulage d’un insert en acier dans une pièce en aluminium par exemple. Le moletage peut être obtenu par molettes amenées au contact de la pièce ou par roulage contraint entre deux rouleaux ou deux crémaillères afin d’obtenir des stries croisées ou droites (cannelures).
Types de moletage
Il y a deux types de moletage :
- le moletage droit, où les stries sont parallèles ;
- le moletage croisé, où les stries se croisent.
Moletage droit
Pour le moletage droit, la denture de la molette est parallèle à l'axe.
Moletage croisé
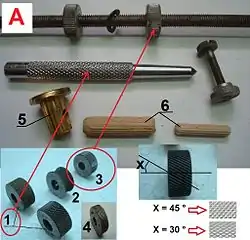
Pour le moletage croisé, les stries forment un angle par rapport à l’axe de rotation dont la valeur dépend de l’aspect désiré (une denture inclinée à droite et l’autre à gauche):
- 30° pour obtenir des empreintes en losange,
- 45° pour obtenir des empreintes carrées.
Procédés d'obtention
- par déformation (on écrase la matière pour obtenir les stries)
- par enlèvement de matière (les stries sont usinées)
L’outillage
Dans le commerce, les molettes ont un diamètre qui peut aller de 9 à 42 mm, mais le diamètre le plus courant est de 20 mm. En fonction de la forme à obtenir, les molettes existent avec, pour un même diamètre, avec un pas de denture (gravé sur l’outil) pouvant aller de 0,8 à 3 mm donnant une empreinte fine, moyenne ou grosse.
Types de molettes
Tous types de molettes peuvent être obtenus sur demande, mais les molettes standards sont les suivantes :
- Droite à denture oblique pour un moletage croisé en relief,
- Droite à denture parallèle à l’axe de rotation, pour un moletage droit,
- Concave ou convexe à denture parallèle à l’axe de rotation,
- Droite à double denture croisée.
Porte-outils
- Outil à main à 3 molettes, employé quand la largeur à moleter est faible (largeur de la molette). Pour une pièce longue et flexible, ne pouvant pas être montée sur un tour et maintenue dans un étau. L’outil possède deux molettes dormantes et une troisième qui peut être avancée ou reculée en agissant sur le bouton de réglage du manche.
- Outil à main à une seule molette, appuyé sur un support placé le plus près possible de la pièce. Convient pour empreinte peu large et matériau tendre.
- Outil de tour à une seule molette pour moletage droit.: toutes les molettes à usage décoratif sont à une seule molette.
- Outil de tour à deux molettes pour moletage croisé. Les deux molettes sont montées sur le porte-molettes qui s’articule de façon à se centrer automatiquement sur la pièce à travailler ; Ce qui permet d’exercer une pression uniforme et d’obtenir une empreinte régulière sur la pièce.
Montage sur le tour
Pour pallier la forte pression, la partie à travailler doit être le plus près possible des mors ou pour une pièce longue, le montage se fera entre pointes avec utilisation d’une lunette si besoin. L’usinage doit se faire sous lubrification pour l’acier et à sec pour la fonte, l’aluminium et le bronze. La vitesse de rotation doit être plus faible que celle utilisée pour un usinage traditionnel avec outil en acier rapide. La profondeur de passe sera de l’ordre de 0,3 à 0,04 mm, en avance automatique, en 2 ou 3 passes (maxi) aller et retour sans interrompre le contact entre les molettes et la pièce afin d’éviter les chevauchements. Pour une meilleure pénétration de la molette dans la pièce à travailler, donner au porte-outil un angle de 2 à 3 degrés.