Facteur de séparation
En chimie, le facteur de séparation est l'enrichissement obtenu par une certaine opération (physique, chimique...) qui fait varier la concentration d'un mélange.
Facteur de séparation associé à une opération
Si n est la concentration du corps a et 1-n celle du corps b, la richesse d'un mélange est définie par la fraction:

Une « opération élémentaire » sur le mélange est susceptible d'agir préférentiellement sur l'un des deux corps. Ce peut être le changement de phase dans une distillation, une variation de hauteur dans une colonne de distillation thermique, le passage d'une zone centrale à une zone périphérique dans une centrifugeuse, une électrolyse, etc.
Cette opération fait passer ces concentrations et à des concentrations et . Le facteur de séparation associé à cette opération est défini par le rapport[1] :





On peut montrer que le facteur de séparation ainsi défini ne dépend pas des concentrations, et qu'il est une propriété caractéristique du procédé[2].
On donne souvent l'indice 0 au composé ou à la phase où le corps recherché a la concentration la plus forte, de sorte que α>1. D'autre part, ce coefficient est généralement assez proche de l'unité. Dans ce cas, on appelle souvent coefficient de séparation ψ la quantité α-1, qui peut s'exprimer en pourcents[3] - [2].
Facteur de séparation associé à un procédé
On désigne habituellement par facteur de séparation non pas le facteur caractéristique d'un phénomène physico-chimique, mais celui observé pour un appareillage et des conditions d'emploi donnés.
Par exemple, l'électrolyse de l'eau sépare plus facilement l'hydrogène que le deutérium, et le facteur de séparation peut prendre, dans ce cas, des valeurs très élevées, de 3 à 20 suivant les conditions de l'électrolyse (dans les exemples suivant, on posera α=10).
Si le niveau d'eau dans l'électrolyseur est maintenu constant, en régime permanent, l'électrolyse de l'eau produira en fin de compte de l'hydrogène dont la richesse isotopique est la même que celle de l'eau d'apport (du fait de la conservation de la matière dans les flux entrants et sortants). Le facteur de séparation se traduira simplement par une concentration plus forte en eau lourde dans la phase liquide de l'électrolyseur, qui tendra asymptotiquement à être dix fois plus riche que l'eau d'apport : le facteur de séparation de l'électrolyse proprement dite sera bien de dix, mais le facteur de séparation associé au procédé d'ensemble sera nul, parce que par ailleurs un deuxième phénomène s'y superpose (le mélange de l'eau d'apport dans la phase liquide de l'électrolyseur, dont le facteur de séparation est inverse).
Pour réaliser une séparation effective par électrolyse en régime permanent, il faut non seulement maintenir un flux d'eau d'apport, mais également soutirer une fraction θ de ce flux, qui aura été enrichie au passage par l'électrolyse (θ est le coefficient de partage). En écrivant les conditions d'équilibre des flux, et que le facteur de séparation de l'électrolyse (par rapport à la concentration de l'électrolyte) est de α, on montre tout calcul fait que le facteur de concentration de l'électrolyseur sera :

Ce facteur associé au procédé diffère de celui associé à l'électrolyse. Par exemple, pour α=10, même avec θ=1/9 (soutirage très faible) le facteur de séparation du procédé ne vaudra que 5. Il ne tendra vers 10 que pour un soutirage quasi nul.
Optimisation du travail de séparation d'un appareil
Dans l'exemple précédent, l'enrichissement de l'eau en eau lourde entre l'entrée et la sortie de l'électrolyseur varie suivant le débit de soutirage. Pour un débit quasi nul, l'enrichissement est maximal (~10) mais le débit produit est pratiquement nul. Inversement, si le soutirage est important, la production sera grande, mais l'enrichissement négligeable.
La production d'une opération unitaire est optimisée quand le travail de séparation qu'il produit est maximal pour un débit d'entrée E donné (et une concentration d'entrée xe arbitraire), en fonction du fractionnement θ du flux.
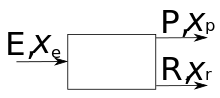
Il est relativement facile de reconstituer les caractéristiques des flux d'entrée E, de sortie P et de rejet R connaissant le facteur de séparation et le coefficient de partage :
- Le coefficient de partage θ définit directement le débit de sortie produit P=θ.E ;
- Pour cette valeur du fractionnement, la concentration de sortie est donnée par la formule précédente xp=α/(1+(1-α)θ) ;
- On en déduit le débit de résidu R=E-P et sa concentration par la conservation des masses E.xe-P.xp=R.xr
- La production d'unité de travail de séparation peut alors être calculée à partir de ces valeurs (et on vérifie que la production d'UTS ne dépend pas de la concentration d'origine).
De là, une modélisation simple montre qu'un maximum de 0.63 UTS/kg est atteint pour un coefficient de partage de 0.32, conduisant à un taux de séparation de 2.58.
Dans une cascade, faire fonctionner un dispositif élémentaire au voisinage de son optimum présente deux avantages :
- C'est à ce point que le rendement énergétique de la cascade d'enrichissement sera le plus élevé ;
- De petites variations autour de ce point de fonctionnement ne modifient le travail de séparation qu'au second ordre.
Travail de séparation
La consommation d’énergie We dans un étage de séparation par un procédé irréversible (diffusion par exemple) a une limite inférieure donnée par[4] :
- , ou ψ est la différence à l'unité du coefficient de séparation ψ=α-1.

Ce travail est très supérieur à ce que donnerait simplement la variation réversible d'entropie du mélange :

Notes et références
- Separation factor, European Nuclear Society.
- L'enrichissement de l'Uranium. Daniel Massignon, Techniques de l’Ingénieur, traité Génie nucléaire, B 3600.
- Separation Theory , Federation of American Scientists.
- LONDON (H.). – Isotope separation. 488 p., Newnes (1961).