Capabilité d'un moyen de mesure
Dans un processus de production, la capabilité d'un moyen de mesure est la capacité de ce moyen (instrument ou, plus généralement, système de mesure) à fournir des indications en adéquation avec les tolérances des spécifications à respecter.
Définition
Conventionnellement, dans le cadre de relations « Client - Fournisseur », la règle antérieurement admise, était d'employer des moyens de mesure dont la « précision[N 1] » était dans le rapport 1/10 avec la tolérance de la grandeur à vérifier. Cette méthode, peu définie, donc mal interprétée, entrainait des litiges, des impossibilités et des coûts excessifs.
L'orientation des normes actuelles est de laisser un rapport plus grand, sous réserve de procéder à une analyse complète de l'incertitude de mesure.
Dans un processus de production :
- les produits sont fabriqués dans des tolérances de fabrication, soit l'intervalle de tolérance d'une caractéristique que l'on veut mesurer ;
- les mesurages sont effectués avec des moyens de mesure ayant leur incertitude propre, soit l'incertitude élargie du moyen de mesure.


On appellera capabilité d'un moyen de mesure[N 2] le rapport existant entre l'incertitude U du moyen de mesure et la tolérance IT de la caractéristique.
Les normes françaises préconisent que ce rapport, dans des relations client-fournisseur, doit être inférieur à 1 / 8. Cette relation s'écrit

Ce rapport pourra être porté à 1 / 4 pour des tolérances ≤ 0,016 mm ou inférieures au seuil Qualité 5 ; les normes ISO permettent un rapport 1 /3 sans fixer de seuil[1].
Cette capabilité est souvent précédée d'une contrainte concernant la résolution du moyen de mesure :
- cas courants : résolution ≤ IT / 20 ;
- si IT ≤ 0,016 mm ou Q ≤ 5, résolution ≤ IT / 10[2].
Applications
- la première application se trouve dans le choix judicieux d'un moyen de mesure. Soit par exemple une spécification à vérifier dont la tolérance IT = 0,4 mm. L'incertitude maximum de l'instrument à employer est de 0,4 / 8 soit U ≤ 0,05 mm. On peut alors choisir dans le parc d'instruments de mesure un instrument adéquat ; soit 1) un pied à coulisse à vernier au 2/100 avec U1 = 0,05 mm, ou mieux 2) un pied à coulisse digital au 1/100 avec U2 = 0,025 mm.
- la deuxième application concerne le choix des moyens de mesure dans l'étalonnage métrologique. Soit par exemple à étalonner une cale étalon de 25 mm de classe 2 (la norme précise IT ≤ ± 0,6 μm). L'incertitude globale des moyens de mesure à employer ne doit pas dépasser U ≤ ± 0,3 μm ; soit pour ces moyens 1) une cale étalon de classe 0 de tolérance ± 0,14 μm, soit U1 = ± 0,16 μm, et 2) un comparateur à palpeur inductif avec U2 = ± 0,2 μm. L'ensemble de ces deux moyens de mesure a une incertitude composée U = ± 0,26 μm. Le choix des moyens d'étalonnage est acceptable.
Examen de quelques mesurages
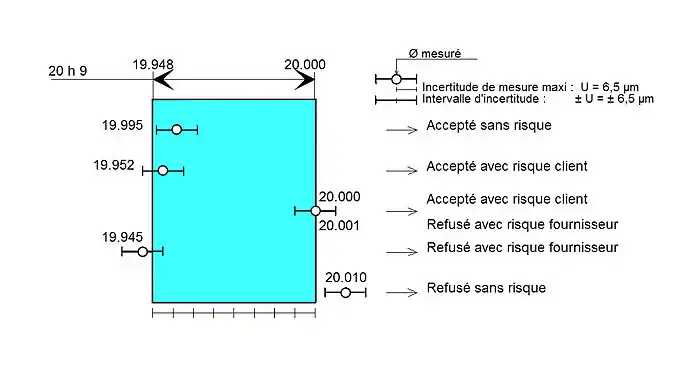
- soit à vérifier, dans un processus de production, des axes de Ø 20 h9. Les normes donnent IT = 52 µm, le Ø mesuré doit se situer entre les limites 19,948 mm et 20,000 mm ;
- l'instrument de mesure choisi, a une incertitude U = 6,5 µm qui est limite (52 / 8).
La figure suivante présente quelques cas possibles de mesures individuelles effectuées sur différentes pièces :
CAS PARTICULIERS :
1) le client ne veut aucune pièce mauvaise, comment le fournisseur doit-il opérer ?
- supposons que le procédé de mesure ait une incertitude de 6,5 µm.
- il faudra alors réduire les limites d'acceptation :
- limite inférieure : 19,948 + 0,0065 soit 19,9545 mm théorique ;
- limite supérieure : 20,000 - 0,0065 soit 19,9935 mm théorique.
- il faudra alors réduire les limites d'acceptation :
2) le procédé de mesure du fournisseur n'est pas capable, comment garantir la qualité contractuelle ?
- le contrat implique la règle : U ≤ IT / 8 ; l'incertitude du procédé de mesure est de 8,5 µm ; il faudra réduire les limites d'acceptation de : 8,5 - 6,5 soit de 2 μm. par rapport aux limites, d'où :
- limite inférieure : 19,948 + 0,002 soit 19,95 mm ;
- limite supérieure : 20,000 - 0,002 soit 19,998 mm[3].
Acronyme
La capabilité d'un instrument de mesure est représentée par l'acronyme Cg, qui vient de l'anglais et représente Capability of the Gauge[4]. C'est un indice sur le rapport entre l'intervalle de tolérance (IT) souhaité et la variabilité des mesure d'une pièce avec un système de mesure (la dispersion d'une série de mesure sur une seule dimension).
Notes et références
Notes
- Aujourd'hui, la précision est un terme disparu du vocabulaire de la métrologie. Se référer à l'article connexe sur la qualité métrologique d'un appareil de mesure.
- Synonymes de « moyen » de mesure : dispositif, procédé, processus de mesure (donc l'instrument ou les instruments de mesure, le montage, les réglages, etc.) ; on trouve aussi les termes « capabilité d'un moyen de contrôle »… Le sigle non normalisé d'une capabilité, peut être différent d'une entreprise à une autre ; on peut trouver CMM ou CMC, etc.
Références
- Voir la norme NF EN ISO 14253-1:2017, et Collectif AFNOR 1996, p. 14-15.
- Renault 2011
- D'après la norme NF E 02 204 à l'origine.
- « L'étude de l'instrumentation de type 1 évalue la capabilité d'un procédé de mesure », sur support.minitab.com (consulté le )
Annexes
Bibliographie
![]() : document utilisé comme source pour la rédaction de cet article.
: document utilisé comme source pour la rédaction de cet article.
 Renault, Agrément capabilité des moyens de mesure : moyens de contrôle spécifiques, Renault, (lire en ligne).
Renault, Agrément capabilité des moyens de mesure : moyens de contrôle spécifiques, Renault, (lire en ligne).- (en + fr) VIM collectif, JCGM 200 : 2008 : Vocabulaire international de métrologie - Concepts fondamentaux et généraux et termes associés, BIPM, (lire en ligne).
- JCGM, Évaluation des données de mesure : Guide pour l'expression de l'incertitude de mesure GUM, BIPM, (lire en ligne).
- Collectif AFNOR, Métrologie dans l'entreprise : Outil de la qualité, Paris, AFNOR, , 310 p. (ISBN 2-12-460701-4).