Contrat de phase
Un contrat de phase est un document établi par le bureau des méthodes et décrivant une phase d'usinage. Par « phase d'usinage », on entend une ou plusieurs opérations se faisant sans démonter la pièce à usiner ; les opérations d'une même phase peuvent se faire avec des outils différents. Les contrats de phase font partie de la gamme d'usinage.
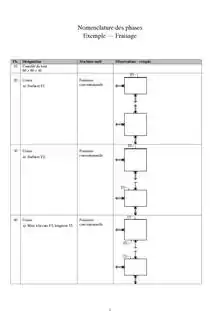
Exemple de nomenclature de phases (fraisage)
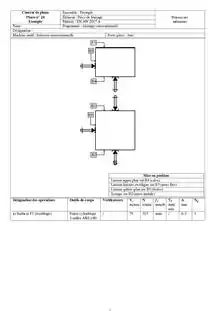
Exemple de contrat de phase (fraisage)
Le contrat de phase est en six parties :
- Informations relatives à la phase :
- mode d'usinage : contrôle, fraisage, tournage, etc. ;
- numéro de phase : la numérotation se fait habituellement de 10 en 10, afin de pouvoir insérer une phase que l'on aurait oubliée ;
- la machine-outil et le porte-pièce utilisés.
- Informations relatives à la pièce :
- nom de l'ensemble auquel appartient la pièce, nom de la pièce ;
- quantité fabriquée et cadence de fabrication ;
- matière, état du brut (brut de fonderie, laminé, étiré, etc.) ;
- dessin de la pièce en fin de phase, avec en particulier :
- les symboles technologiques de mise et de maintien en position (MiP, MaP),
- le référentiel lié à la pièce (O, x, y, z),
- les cotes fabriquées (Cf) et les tolérances géométriques.
- Informations relatives aux opérations ; pour chaque opération :
- numéro de l'opération ;
- nature de l'opération (désignation) ;
- cotes fabriquées (Cf) et les tolérances géométriques (le dessin contient toutes les cotes et tolérances, ne figurent ici que celles relatives à l'opération).
- Paramètres de coupe :
vitesse de coupe vc (m/min), fréquence de rotation N (tr/min), avance par tour f (mm/tr) en tournage ou avance par dent fz (mm) en fraisage, vitesse d'avance v (mm/min), profondeur de passe ap (mm). - Outillage de coupe :
outil et porte-outil. - Outillage de contrôle.
La fabrication d'une pièce comprend en général plusieurs phases. Le mode opératoire commence alors par une nomenclature des phases, sous forme d'un tableau comprenant :
- le numéro de phase ;
- la désignation de la phase ;
- la machine-outil utilisée ;
- un croquis reprenant le dessin de la pièce en fin de phase et les symboles technologiques de mise et de maintien en position (MiP, MaP).
Voir aussi
Bibliographie
- R. Dietrich, D. Garsaud, S. Gentillon et M. Nicolas, Précis de méthodes d'usinage : méthodologie, production et normalisation, Afnor/Nathan, (1re éd. 1981) (ISBN 2-09-194015-1), p. 159-176
- A. Chevalier et J. Bohan, Guide du technicien en productique : pour maîtriser la production industrielle, Paris, Hachette Technique, , 288 p. (ISBN 2-01-167584-7), p. 67-69
Cet article est issu de wikipedia. Text licence: CC BY-SA 4.0, Des conditions supplémentaires peuvent s’appliquer aux fichiers multimédias.