Brochage
Le brochage est un procédé d'usinage fondé sur l'utilisation d’un outil broche monté sur une brocheuse.
Histoire
La technique du brochage prend origine vers les années 1860, aux États-Unis, pour le mandrinage, le calibrage et le rayage des canons de fusil. Francis J. Lapointe, un Canadien, marque les débuts pratiques du brochage industriel (1902) ; en 1920, il prend le premier brevet d’une machine nommée « cutter bar » qui évoluera vers la première machine à brocher à vis[1] - [2].
Types usinages

Destiné à ses débuts pour la retouche des alésages, le brochage est devenu une véritable opération d’usinage, destiné à la moyenne et grosse industrie, pour l’exécution de formes complexes internes, externes et de surfaçage. Ces opérations, de par leur précision, tendent à remplacer le fraisage et le mortaisage et, malgré le coût élevé d’un tel outil, l’amortissement est vite réalisé en fabrication grande série.
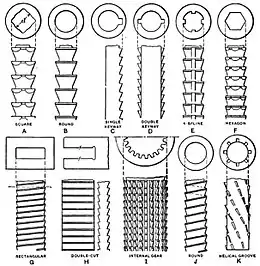
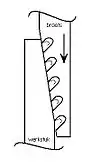
Une broche est typiquement utilisée pour agrandir un trou circulaire à une forme non circulaire plus grande comme un carré ou autre forme désirée (forme d'étoile ou de double D par exemple). Une broche peut également servir à réaliser une forme courbe spline ou une rainure de clavette (voir image) sur des objets comme des arbres d'entraînement, des poulies, des mâchoires de direction etc.
Outil de brochage
Travail de la denture
Une broche est une pièce en acier munie d’une série de dents dont la section correspond au profil à exécuter. La longueur de la broche est définie par le nombre de dents, lui-même défini par la quantité de matière à enlever. En général, chaque dent doit enlever une épaisseur de métal variant de 0,03 à 0,1 mm suivant la forme et la section.
La dent d’une broche a sensiblement la forme d’une dent de fraise. Les arêtes tranchantes sont, le plus souvent, normales au sens de coupe, mais elles peuvent être obliques (20° pour la fonte et 30° pour l’acier) et demandent un guidage latéral de la broche ou de son support. Lorsque la largeur de la broche est importante, des encoches « brise copeau » sont pratiquées dans le taillant afin de réduire l’effort de coupe et faciliter le dégagement des copeaux.
Une broche réalise consécutivement les opérations :
- d’ébauche où les premières dents sont prévues pour tailler des copeaux importants,
- demi-finition, où les dents taillent un copeau plus mince,
- finition, là les dents ne doivent en principe ne fournir aucun copeau et ne servent que pour calibrer et offrir la possibilité d’un raffûtage.
Broche interne
Pour l’exécution d’un alésage, la broche a une forme tronconique dont le petit diamètre correspond au diamètre de l’alésage brut et le grand diamètre à la cote de l’alésage final. À l’arrière un certain nombre de dent de même diamètre servent au calibrage final.

 Denture de finition
Denture de finition Denture de demi-finition
Denture de demi-finition denture d’ébauche
denture d’ébauche Partie de guidage
Partie de guidage Queue-attelage
Queue-attelage

Pour les usinages des surfaces associées intérieures (rainure, crans, etc), des broches ont le profil de denture désiré et sont montées sur un support qui coulisse à l’intérieur de l’alésage.
Broche externe
Pour l’usinage des surfaces associées externes, différentes broches sont fixées sur une semelle support, de manière à réaliser le profil désiré. Dans l’industrie (surtout automobile) on trouve ce genre de broche pour l’usinage de chapeau de palier de vilebrequin, de pieds et chapeau de bielle, etc.
Brocheuse
En principe il est possible d’exécuter le brochage sur toute machine permettant de faire une traction ou une poussée axiale : presse, raboteuse, mortaiseuse, étau limeur et éventuellement sur tour. Néanmoins le travail ne sera correctement effectué que sur des machines spécialement conçues. Ces machines sont de deux sortes :
- machine travaillant par poussée : l’usinage est limité à la longueur de la broche et à sa section afin d’éviter le flambage,
- machine travaillant par traction : le travail par traction n’ayant pas ces inconvénients, l’outil broche peut avoir une longueur importante et offrir plus de possibilités.
Machine horizontale

Elle permet d’utiliser des broches de grande longueur et ainsi d’exécuter un travail important en une seule passe. Constituée par un long bâti (généralement en fonte) où :
- à une extrémité se trouve le dispositif d’entraînement de la broche commandé par, aujourd’hui, un vérin hydraulique plus souple et plus maniable que les anciens systèmes à vis ou à crémaillère.
- à l’autre extrémité, une table verticale permet la fixation de la pièce.
L’inconvénient d’une telle machine est son encombrement au sol.
Machine verticale
Sur ce type de machine, qui présente la physionomie d’une mortaiseuse : gros bâti de fonte accouplé à un montant en forme de col de cygne. Le brochage s’effectue du haut vers le bas, ce qui assure une bonne lubrification (par gravité) et une simplification de la fixation de la pièce sur la table. Le coulisseau, généralement plat, permet le montage de broche pour usinage extérieur de surface assez importante. Cette machine présente un encombrement réduit et une facilité de mise en place des pièces à usiner.
Fonctionnement
Pour un brochage interne, la broche est d'abord introduite dans le trou. La traction (ou la poussée) de celle-ci à travers la pièce provoque un arrachement de matière au passage de chacune des dents. La quantité de matière enlevée par chaque dent de la broche varie avec le type de matière à enlever et la forme désirée. Les dents d'une broche dessinée pour usiner de l'acier peuvent enlever seulement 0,05 mm, tandis que celles d'une broche dessinée pour usiner du laiton pourront enlever 0,10 mm. La succession des dents enlève la totalité de la matière requise jusqu'à l'obtention de la forme désirée. L'utilisation d'un tampon permet en partie de vérifier que la forme obtenue est correcte.
Dans le cas de brochage externe, le principe d'arrachement de la matière reste le même, sauf que la broche ne pénètre pas à proprement parler dans un trou dans la pièce. Les rôles sont en quelque sorte inversés si bien que la broche "entoure" une partie de la pièce et usine l'extérieur de celle-ci.
Autres types de brochage
- En imprimerie : le brochage est la fabrication d'un livre broché, en cousant ou collant les cahiers sous couverture légère, pour diminuer le coût de la reliure.
- dans le textile : le brochage est un tissage spécial ou un travail de broderie en relief sur le tissu. Avec des fils précieux on obtient du brocart.
Notes et références
- Lapointe, Brevet 1339656, en ligne
- Encyclopédie pratique, application mécanique, édition Quillet, 1961, pages 492-493
- Cours de perfectionnement BPD et BTSBE, automobiles Peugeot Sochaux, 1969-1976.
- Encyclopédie pratique, application mécanique, édition Quillet, 1961.
Articles connexes
- Génération des surfaces
- Outil de coupe